
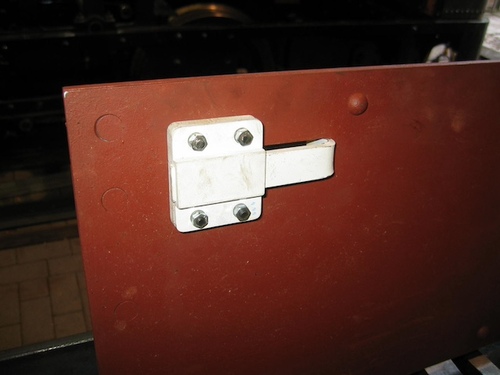
4. September 2024: Schiebetüren PwPost BK 38
Die Schiebetüren für den BK 38 sind bis auf die Endlackierung, die wir zusammen mit den Wandbrettern erledigen werden, fertig und funktionieren.

Für die Hundeklappen hat unser Tischler nach dem Tipp von einem Kollegen doch noch passende Schlösser gefunden, die nennen sich"Einsteckeinreiber" - darauf muss man erst mal kommen. Und tatsächlich: Mit diesem vorher noch nie gehörten Begriff finder man die Beschläge dann auch im Internet.
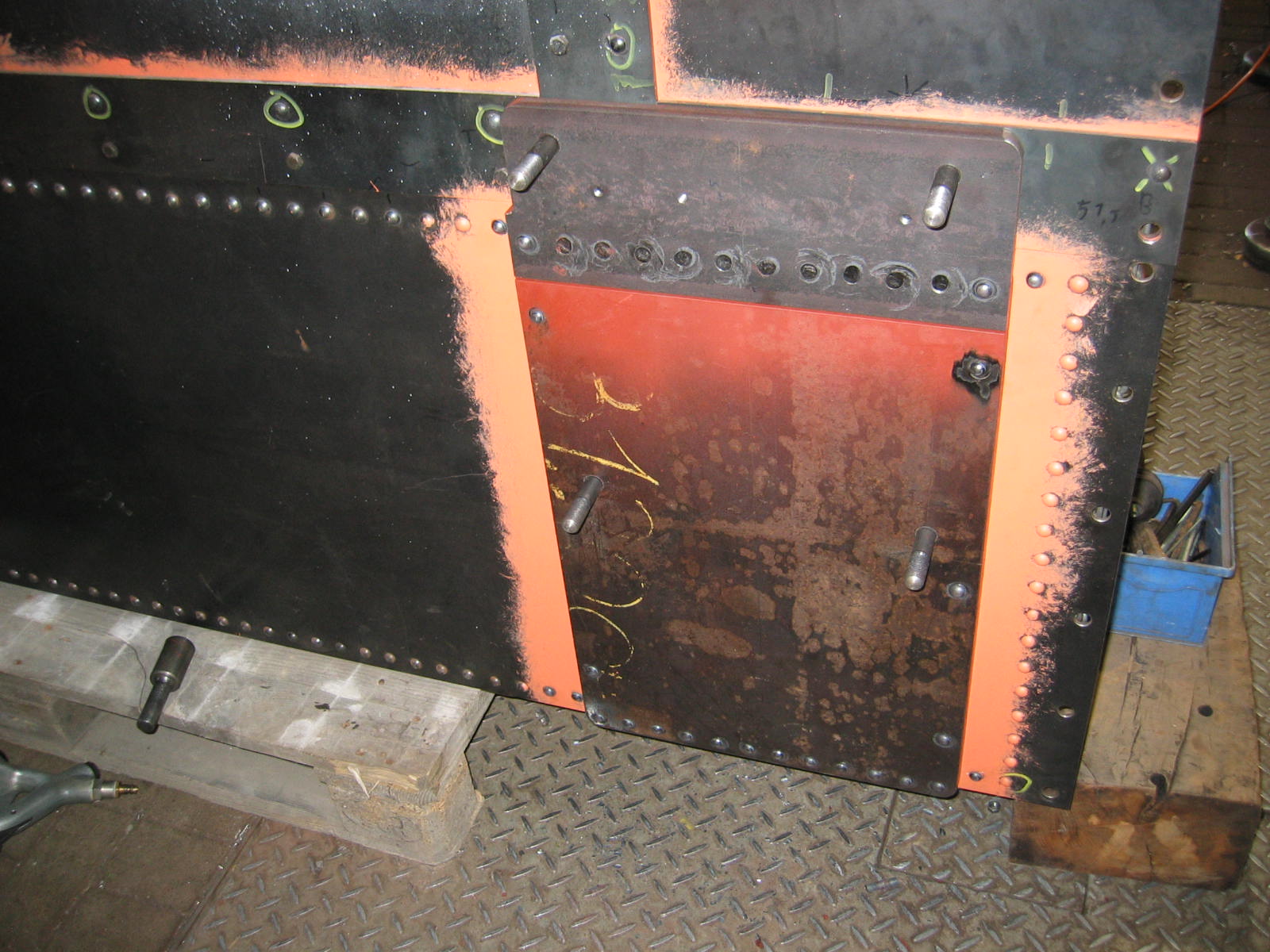
3. September 2024: Komplettierung Triebwerksklappen RUR (2)
Nach Vorbild der linken Triebwerksverkleidung sind jetzt auch die Teile für die rechte Seite gebohrt und vormontiert.

2. September 2024: Lackiervorbereitung Lokkasten RUR
Nachdem die letzten 8 Niete am Lokkasten gesetzt wurden, haben wir an den Wasserkästen mit den Lackiervorbereitungen für die Innenseite des Lokkastens begonnen.


1. September 2024: Beschichten Wasserkästen RUR
Die Wasserkästen der RUR sind innen beschichtet worden. Da das beim Rahmen-Wasserkasten der FKB 5i verwendete Beschichtungssystem nicht mehr angeboten wird, haben wir nach Empfehlungen von Museumsbahnkollegen diesmal für "Sika Poxicolor" entschieden.


31. August 2024: Halterung Luftpumpe RUR (3)
Für die Aufhängung der Luftpumpe mussten zwei Beilagen - für den Abstand zwischen Halteplatte und Luftpumpe selber - angefertigt werden. Dann wurde die Luftpumpe probeweise montiert.


30. August 2024: Nieten Kondensatbehälter RUR
Am Kondensatbehälter haben wir die Bodenflansche, die Auflageleisten und die Verstärkungsplatte für die Druckluftpumpe angenietet.



28. August 2024: Der erste Zylinder der E.K.B. 14g ist fertig bearbeitet
Frisch aus Zamberk eingetroffene Aufnahmen: Der erste Zylinder hat fertig bearbeitet das Bohrwerk verlassen.



Der Schieberspiegel wird natürlich später noch eingeschliffen.
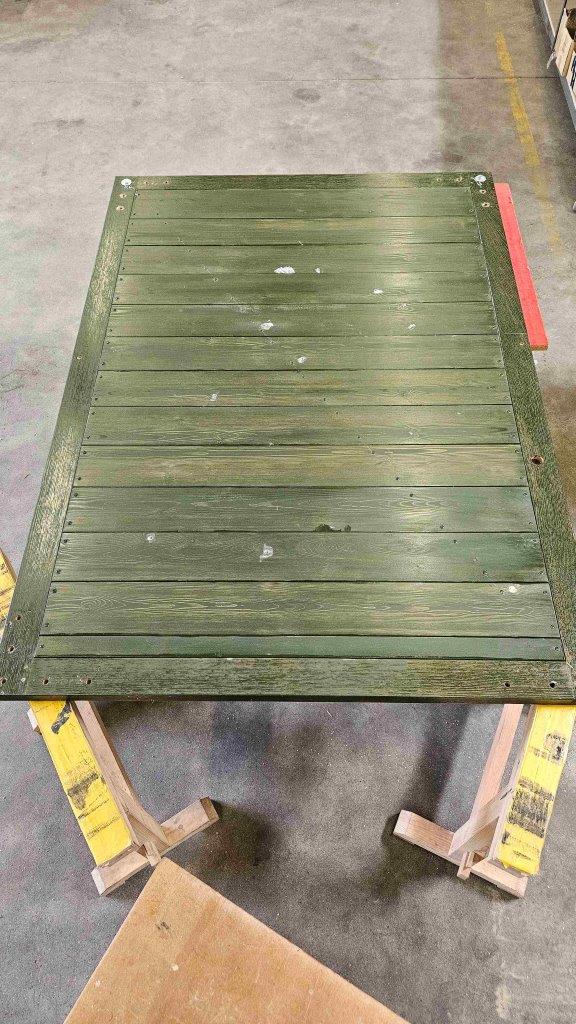
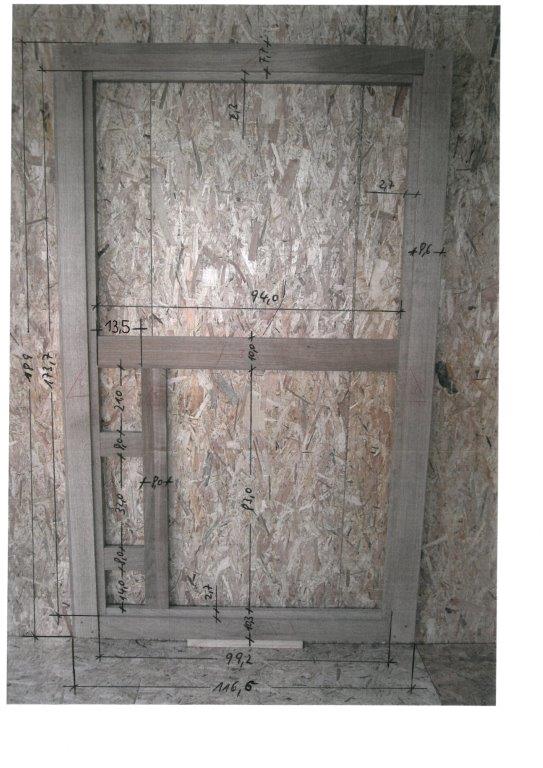
27. August 2024: Schiebetüren für den G-Wagen KKB 141
In Vorbereitung der Holzarbeiten am Görlitzer KKB 141 haben die Tischler die Dokumentation vom Bau der Schiebetüren für unseren RKB 101 herausgesucht. Eine Besonderheit der G-Wagen der Waggonfabrik Görlitz waren die in die Türen eingelassenen Türgriffe. Hier ein Blick auf die Rohbauversion und die Tür im eingebauten Zustand.



26. August 2024: Verriegelung Triebwerksklappen RUR
Die bereits vor einigen Monaten angefertigten Verriegelungen haben wir an der linken Triebwerksklappe montiert. Entriegelt (Blick von der Innenseite auf die Klappe)....
und verriegelt.


25. August 2024: Komplettierung Triebwerksklappen RUR (1)
Für die Scharnierbolzen wurde eine kleine Bohrvorrichtung für die Splintbohrungen ø 2,5mm angefertigt.

Für die linke Klappe wierden das Aufhängeprofil angezeichnet und gebohrt; die Scharnierbolzen passend abgelängt / gebohrt und alles montiert. Es folgt die Montage der beiden seitlichen L-Anschlagsprofile.


24. August 2024: Halterung Luftpumpe RUR (2)
Für den oberen Teil der Pumpenaufnahme haben wir zwei Flachstähle / Bleche für den Abstandshalter und die Verstärkungsplatten nach der Zeichnung gefräst. Passend zu den gemessenen Abständen an der Pumpe - siehe Bericht von gestern - wurden dann die Löcher auf dem Versträkungsblech markiert und gebohrt und die Löcher für die Niete angesenkt.


23. August 2024: Luftpumpe RUR (2)
Die Luftpumpe haben wir am Kran aufgehängt, um zur Kontrolle den Abstand der Befestigungs-Bohrungen zu messen.

Die Gelegenheit wurde genutzt, um das Fabrikschild an der Luftpumpe festzuschrauben.

22. August 2024: Federspannschrauben und Ausgleichshebel Mosbach-Mudau 4
Die kurzen Federspannschrauben wurden noch vorgebohrt und aufgerieben, so daß sie jetzt fertig zum Einpressen gehärteter Normbuchsen sind.


Die Ausgleichshebel werden alle erneuert. Diese wurden schon mehrfach durch Schweißen und Nacharbeiten aufgearbeitet und sind nicht mehr maßhaltig. Auch gibt es hier einen Konstruktionsfehler: Die Hebel zeigen deutliche Spuren vom Aufschlagen auf die Befstigungsmuttern der Ausgleichshebenlager. Und das, obwohl an den Hebeln unten schon Material weggenommen wurde. Die neuen werden so geformt sein, daß eine Neigung von +- 10° möglich ist. Das entspricht einer Höhendifferenz von +-16mm am Hebelauge bzw. +-8mm am Achslager.

21. August 2024: Aschkastenbrause Mosbach-Mudau 4
Beim Aschkasten der MM 4 fehlte noch das Spritzrohr. Das hat EWK, im Gegensatz zum alten Aschkasten, welcher nur ein Rohr mittig aufwies, gegabelt ausgeführt. Dadurch ist es viel besser möglich, von unten in die Feuerbuchse zu gelangen. Die Brause selber ist so gebaut, daß man sie auch leicht ausbauen kann, in der Enge sehr wichtig. Die Fotos zeigen den "kinderleichten" Einbau. Nach dem Einschieben wird der Flansch mit zwei Schrauben schnell befestigt. Die alte Überwurfmutter ist noch einwandfrei und kann wieder verwendet werden.




20. August 2024: Bremswelle E.K.B. 14g
Parallel zur Bearbeitung der Zylinder und Kolben wird in Zamberk auch mit der Aufarbeitung der Bremswelle und der Federung - Lagerböcke, Federspannschrauben, Ausgleichshebel, Blattferdern - gestartet.

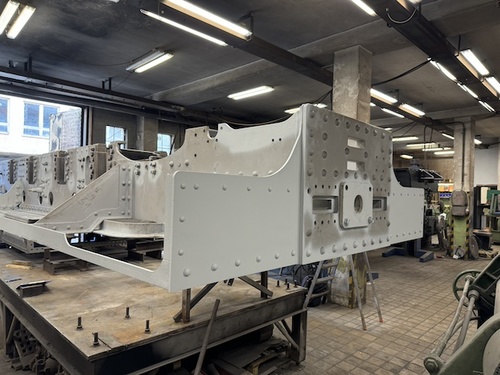
19. August 2024: Rahmen E.K.B. 14g
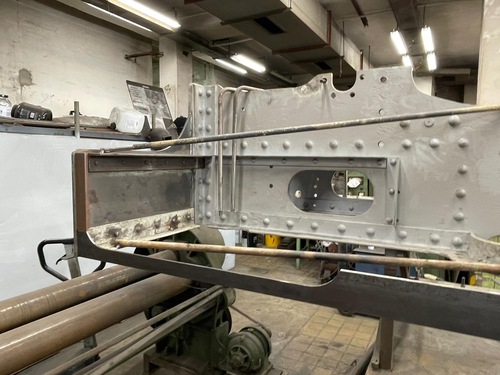
Beim Besuch vorgestern in der Werkstatt in Zamberk: Die vordere Pufferbohle ist fertiggestellt.

Zur Fixierung der Teile in der richtigen Position wurden Rohre temporär an Pufferbohle und Rahmen geheftet.
Auch das hintere Ende vom Rahmen ist fertiggestellt.
18. August 2024: Bearbeitung Zylinder E.K.B. 14g
Der erste Zylinder der 14g ist jetzt ausgespindelt und zur Bearbeitung der anderen Flächen auf dem TOS-Bauwerk umgespannt.

Bezugsebene für die Bearbeitung ist die Zylinderrückseite. Hier war alles in Ordnung und es muss nichts - bis auf der Bearbeitung eines Linsensitzes - gemacht werden.

Die Dichtflächen für die Scheiberkastendeckel sind auch schön gefräst. Auch der Schieberspeigel kann in dieser Aufspannung gut geplant werden.

Der zweite Zylinder, hier im "Vorher"-Zustand", wird innert weniger Tage auf dem Bohrwerk folgen.

17. August 2024: 125 Jahre Lok RUR - Standprobe auf der Lok
Diese Woche jährt sich auch die Lieferung der RUR vor 125 Jahren an die Dürener Dampfstraßenbahn (Eintrag Kassenbuch vom 15. August 1899 mit einem Kaufpreis von 19.800 Mark). Wir hoffen, dass noch dieses Jahr - nach über 50 Jahren Abstellung und einer Aufarbeitung seit bald 11 Jahren - die RUR endlich wieder dampfen wird. Hier ein Bild der RUR Anfang der 1980er Jahre, abgestelllt im Bahnhof Schierwaldenrath der Selfkantbahn.

40 Jahre später: "Standprobe" auf der Lok am 3. August 2024. Noch ohne montierten Regler, Fußboden und aufgesetzten Lokkasten - aber ein erster Eindruck, welchen Arbeitsplatz der Lokführer auf der RUR haben wird.

16. August 2024: Fahrzeugtransporte aus dem Wallis
Gestern konnten wir die vor wenigen Wochen von der Museumsbahn Blonay - Chamby und der TVT übernommenen Güterwagen und Fahrzeugteile in unser Lager holen. Am 15. August gegen 13 Uhr passierte der Transport die Grenze aus der Schweiz nach Deutschland. Leider war keiner unserer ständigen Mitarbeiter bei diesem Transport vor Ort, und so haben wir nur ein Bild von der Vorbereitung des Wagens Gk 116 in Le Châtelard Frontière. Unser besonderer Dank gilt den bewährten Mitarbeitern der Firma Remmers Transport B.V., denn dieser Transport bot besondere Herausforderungen, auch hinsichtlich der zu befahrenden Strecke über den Col de la Forclaz.

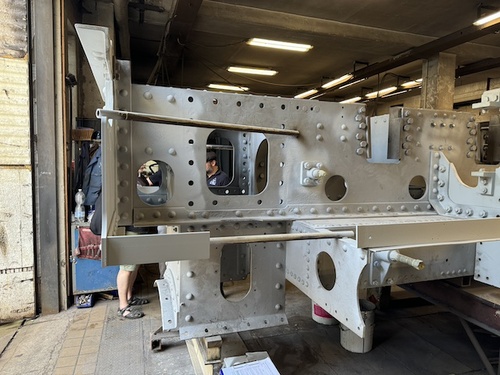
15. August 2024: Pufferbohlen E.K.B. 14g
Nach gut 3 Jahren Pause gehen die Arbeiten am Rahmen unserer großen Krauss-Lok weiter. Aktuell sind die hintere Pufferbohle...
... und das vordere Pufferbohle in Arbeit. Wie unschwer zu erkennen ist, liegt der Rahmen noch mit dem Rücken auf den Richtböcken.

14. August 2024: Ausspindeln Zylinder E.K.B. 14g
Der erste Zylinder der E.K.B. 14g ist in Žamberk zum Ausspindeln auf dem großen TOS-Bohrwerk. Die Zylinderbohrungen waren noch so gerade in Toleranz und hätten für eine Untersuchungsperiode mit nur ein paar Kaffeefahrten alle paar Monate noch gehalten. Da wir unsere Lok aber regelmäßig auch unter Last auf anspruchsvollen Strecken einsetzen wollen, haben wir direkt Nägel mit Köpfen gemacht; auch da die Zylinder eh schon demontiert waren und das Ausspindeln auf dem Bohrwerk einfacher ist als später im angebauten Zustand mit mobilen Vorrichtungen. Die präzise Ausrichtung eines ordentlich "runden" Zylinders geht außerdem besser, als bei einem aus der Form geratenen Bauteil.



13. August 2024: Passarbeiten zwischen Rahmen und Lokkasten RUR
An zwei Ecken klemmte der Lokkasten beim Aufsetzen auf den Rahmen; 8 Niete hatten wir deshalb abgebrannt. Nun sind die Nietlöcher innen und außen sauber angesenkt und neue Senkniete passend abgelängt.



Die vordere Pufferbohle wurde nochmal komplett grundiert und anschließend zweimal lackiert.

12. August 2024: Lagerböcke für Ventilationshebel in Weyer-Personenwagen
Als Füllarbeit hat sich Thomas mal wieder ein wenig um die Ventilationshebel für unsere Weyer-Wagen gekümmert. Die Lagerböckchen für die Hebel haben eine gegossene Bohrung, die die Schraubenfeder aufnimmt, welche für das Einrasten des Hebels verantwortlich ist. Beim Prototypen hatte sich herausgestellt, dass es erforderlich ist, dass man beim Einbringen der weiteren Bohrungen genau die Mitte dieser vorgegossenen Bohrung trifft - ein Nacharbeiten dieser Bohrung ist nicht möglich, da man sie mit gewöhnlichem Bohrwerkzeug nicht erreichen kann. Thomas hat sich daher eine Zentriervorrichtung für das Bohren ausgedacht:

Ein Flachstahl wurde so bearbeitet, dass ein angedrehter Ansatz genau in die vorgegossene Bohrung paßt, auf dem Maschinentisch des UWG 2 befestigt und mit dem Kreuztisch so positioniert, dass die Bohrung exakt in der Flucht der Maschinenspindel liegt. Bohrt man nun ein Loch, so landet es zwangsläufig in der Mitte der vorgegossenen Bohrung.


Im nächsten Schritt hat er die Grundfläche der Böckchen plangefräst:

Auch hier war wieder Fantasie gefragt, was die Aufspannung angeht - angesichts der größeren Stückzahl war es sinnvoll, sich etwas zu überlegen, das ohne zeitraubendes Ausrichten funktioniert. Mittels eines Aufspannwinkels, auf den Tisch der Deckel FP1 gespannt, ließ sich das recht einfach bewältigen. Dennoch dauerte die Bearbeitung schon ihre Zeit - irgendwann war die Kiste dann voll mit bearbeiteten Teilen:

11. August 2024: Regler und Sicherheitsventil RUR
Der Regler mit den Sicherheitsventilen ist wieder oben auf dem Kessel.

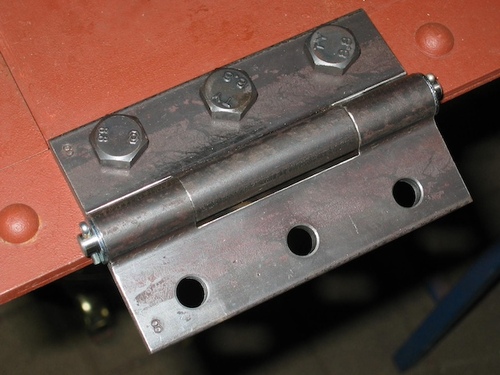
10. August 2024: Scharniermontage Triebwerksklappen RUR
Die 8 Scharniere der Aufhängung der Triebwerksklappen wurden in korrekter Lage und Ausrichtung angezeichnet, gekörnt, zentriert, gebohrt, etc. Insgesamt sind das 48 Schraubenlöcher für die 16 Scharnierhälften.






