
22. Dezember 2024: Dampfpfeifenhahn
In einer kleinen Schäfer-Kiste lag bei Thomas auf seiner Werkbank schon lange ein aufarbeitungsbedürftiger Dampfpfeifenhahn. Zuerst musste die massiv verschlissene und aus der Form geratene kegelige Bohrung ausgedreht werden. Die meiste Zeit beanspruchte mal wieder das genaue Ausrichten des Hahngehäuses auf der Planscheibe - das Ausdrehen selber war schnell erledigt.
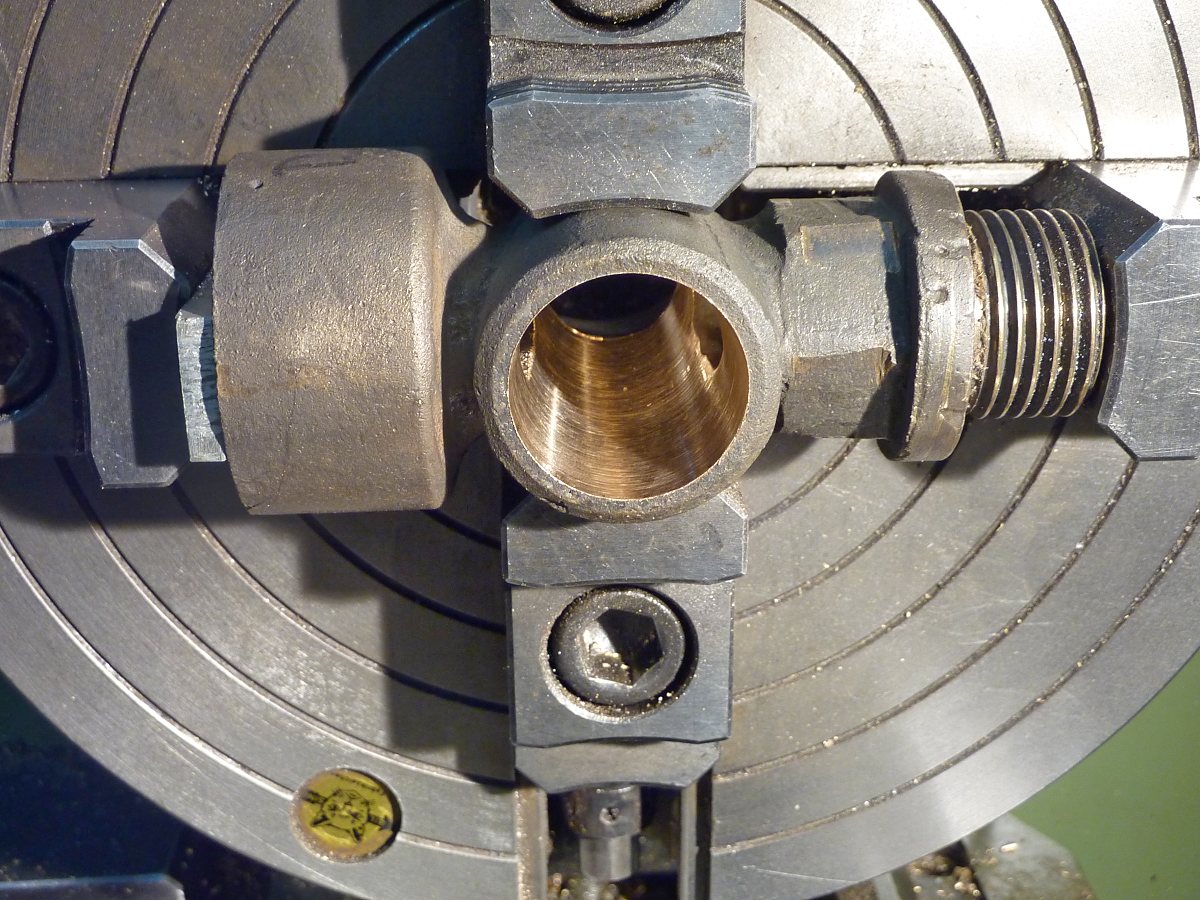
Auf der "dünnen" Seite der Kegelbohrung war ein zylindrischer Absatz neu anzubringen, da die Bohrung bereits derart verschlissen war, dass vom ursprünglichen Absatz nur noch Spuren zu sehen waren. Zum Spannen des Gehäuses wurde kurzerhand ein altes Hahnküken aus der Restekiste verwertet:
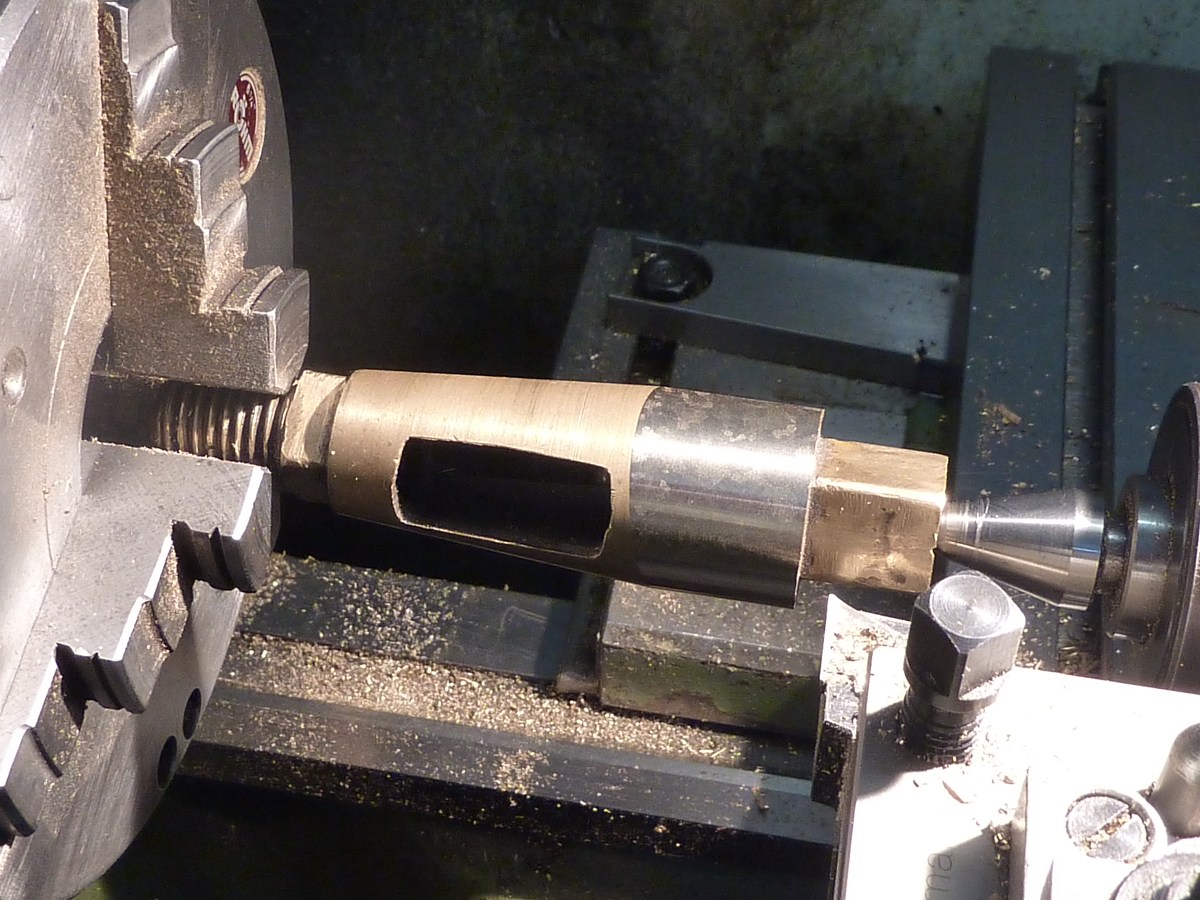
Hier sitzt das Gehäuse auf dem Spanndorn, der Absatz ist bereits eingebracht.
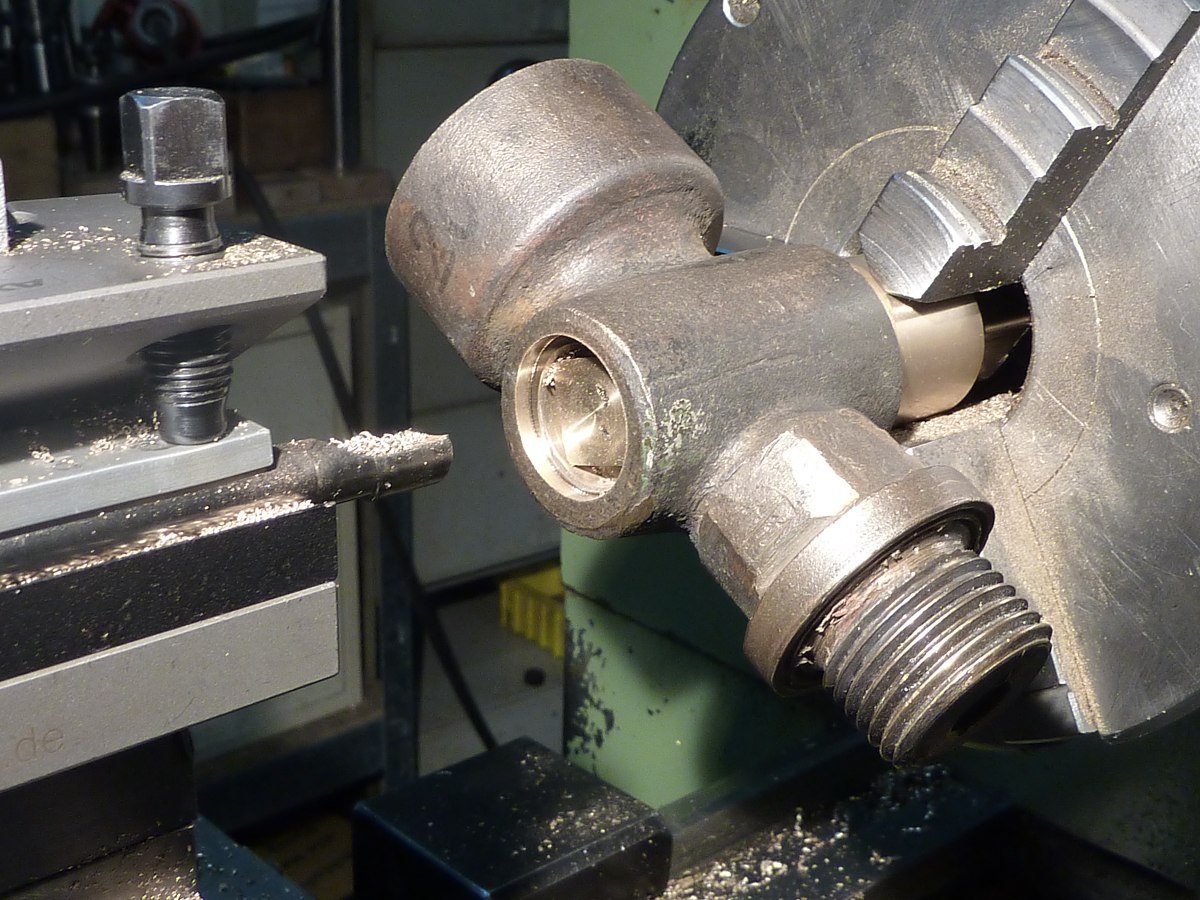
Natürlich musste auch noch ein neues (Übermaß)-Hahnküken angefertigt werden:



Anschließend wurde noch der 1:6-Kegel auf der Drehmaschine angedreht und das Küken eingeschliffen. Im nächsten Schritt werden noch eine Hahnscheibe sowie ein Hahngriff angefertigt. Damit wäre der Pfeifenhahn dann bald wieder komplett.
21. Dezember 2024: Strahlpumpen SH 2
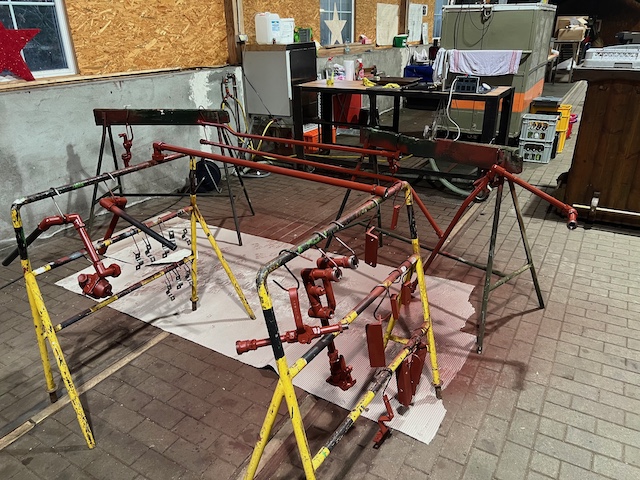
Die originalen Strahlpumpen unseerr Lok 2 (stehende, saugende Injektioren von Alex Friedmann in der Größe 7) sind fertig aufgearbeitet.


In der 1970er-Jahren taten sie Dienst auf einer Dampflokomotive der Selfkantbahn.
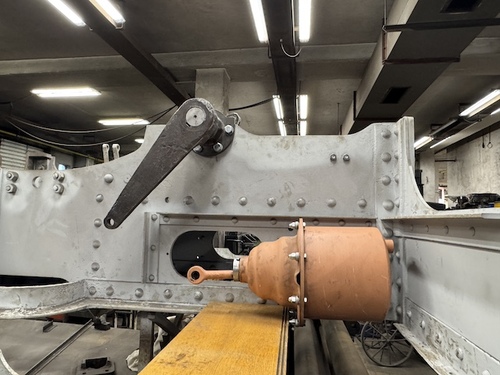
20. Dezember 2024: Abdampfleitung Luftpumpe RUR (2)
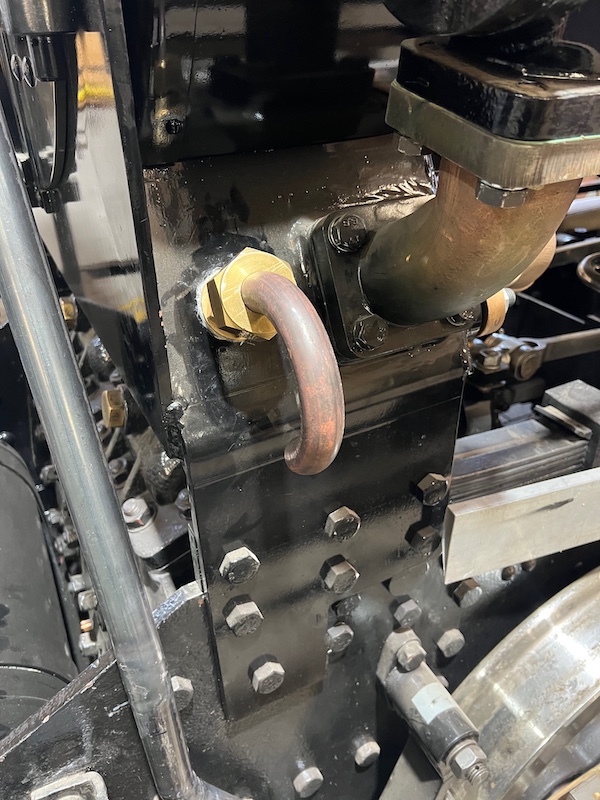
Diese Woche ging es weiter mit der Halterung der Abdampfleitung. Die bereits in der Vorwoche gebohrten Flacheisen wurden mit drei Stücken Winkelprofil verschweißt und anschließend alles sauber geschliffen und grundiert.
Danach ging es mit der Leitung selber weiter - also die Rohrstücke auf der richtigen Länge abschneiden, die Rohre passend biegen und miteinader verschweißen. Und zum Schluß die beiden Anschlüsse an die Leitung anlöten.

Die Abdampfleitung ist soweit fertig und schon mal zur Probe montiert. Es muss jetzt noch die Entwässerung angebracht werden und anschließend die Leitung auf Dichtigkeit überprüft werden.

18. Dezember 2024: Schaugläser für DeLimon-Dampfsichtöler
Vorgestern ist ein Paket mit sehr sorgfältig verpackten neuen Schaugläsern für DeLimon-Dampfsichtöler eingetroffen. Die ersten vier Gläser werden für die beiden in Aufarbeitung befindlichen Dampföler der E.K.B. 14g und der FKB 5i benötigt..


Übrigens: dies ist der 500ste Tagebuchbeitrag zur Aufarbeitung der Dampflok RUR.
17. Dezember 2024: Feuerkiste M.M.E. 4 (2)
Die Feuerbüchse unserer Borsig-Lok ist mittlerweile angearbeitet. Die Grobmaße für die anzufertigenden Kümpelteile sind ermittelt und bei einem spezialisten Kümpelteilfertiger angefragt. Hier liegen auf einer Palette die Teile der zerlegten Original-Feuerkiste.

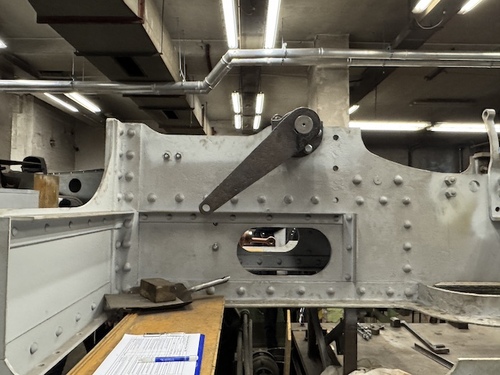
16. Dezember 2024: Abdampfleitung Luftpumpe RUR (1)
Wir haben einen Plan gemacht, wie die Abdampfleitung der Luftpumpe verlaufen soll. Am Rahmensattel ist der erste Rohrbogen zur Probe montiert.
15. Dezember 2024: Verrohrung Druckluftbremse RUR (5)
Nach dem Anbau des Ablasshahns am letzten Behälter wurden die Behälter mit Luft gefüllt und die Verbindungsstellen auf Dichtigkeit geprüft. Alles in Ordnung!
Nach dem Wiederanbau der restlichen Verrohrung wurden noch die Notbremsklappe und die Griffe der Absperrhähne das erste Mal mit rot überlackiert.


13. Dezember 2024: Einhängevorrichtung vordere Sandfallrohre RUR (2)
Zum Annieten der Einhängebeschläge wurde ein Nietkopf-Gegenhalter konzipiert, gebaut und gefertigt. Einerseits muss die Vorrichtung den hohen Druckspitzen der Hammerschläge beim Nietvorgang hinreichend standhalten, andererseits darf dabei das dünnwandige Rohr auch nicht deformiert werden.



Nach mehreren Test-/Probenietungen wurde die jweils benötigte Beschlagposition für ein einwandfreies Ein-/Aushängen der Sandrohre ermittelt. Die beiden vorderen Beschläge beim Nieten und die Rohre eingehängt am Sandbehälter.



12. Dezember 2024: Zylinder-Entwässerungshähne E.K.B. 14g
Als Vorbereitung für den unlängst erfolgten Žamberk-Besuch hatte Thomas noch die Zylinder-Entwässerungshähne fertiggemacht (Bohrungen ausgerieben und neue Küken angefertigt), sodass die tschechischen Kollegen "nur noch" die Hähne montieren und das fehlende Verbindungsgestänge ersetzen müssen:

Es galt außerdem, die finnischen Stempelungen für die Einbaupositionen ins Deutsche zu übersetzen - aus "OE" für "oikea edessä" wurde "RV" für "rechts vorne", aus "WT" für "vasen takana" wurde "LH" für "links hinten" usw.
10. Dezember 2024: Frischdampfleitung RUR (2)
Anfang dieser Woche hat sich Thomas wieder seinem "Angstgegner", dem Dampfeinströmrohr für die RUR, gewidmet - hier einige Etappen der Biegearbeiten:



8. Dezember 2024: Bolzen Federung M.M.E. 4
Die Bolzen der Federung unserer Mudauer Lok sind inzwischen von der Härterei zurück und sind damit auch einbaufertig.

7. Dezember 2024: Einhängevorrichtung vordere Sandfallrohre RUR (1)
Die originalen vorderen Sandfallrohre waren bei Umbau der RUR in eine Speicherlok im Jahr 1942 verschrottet worden. Deshalb mussten neben den Rohren auch die beiden benötigten Einhängebeschläge inklusive Kettenglieder nachgefertigt werden. Vorbild dafür sind die Beschläge der hinteren Sandfallrohre. Los geht es mit jeweils einem gefrästen Teil zum Annieten und einer gedrehten Spitze:

Aus den Spitzen werden zwei Haken geschmiedet.

Als Halbzeug für die Kettenglieder dienen zwei Nägel.

Der Nagel werden zu einem Kettenglied gebogen und in den Haken eingehängt.

Nach dem Verschweißen und Verputzen sind die Einhängevorrichtungen fertig.

s
6. Dezember 2024: Verrohrung Druckluftbremse RUR (4)
Diese Woche wurde die Leitung für die Notbremsklappe gebaut und auf Dichtigkeit getestet.

Nach Demontage aller angefertigten Leitungen wurden diese grundiert und lackiert.
Bei zwei Druckluftbehältern haben wir schon mal die Ablasshähne montiert.

5. Dezember 2024: Montage Ausgleichshebellager M.M.E. 4
Für die Ausgleichhebellager sind auf dem Lokrahmen unserer Mudauer Lok Stiftschrauben mit 1 1/8" Whitworthgewinde vorhanden. Da die alten Muttern nicht mehr verwendbar waren, wurden neue angefertigt und die Lager damit befestigt.


In der Übersichtaufnahme erkennt man auch die jeweils 4 Stiftschrauben, an deren Unterseiten die Saugrohre im Wasserkasten befestigt sind.
4. Dezember 2024: Kolben- und Schieberstangen E.K.B. 14g
Kolben- und Schieberstangen sind vom Flammspritzen und Schleifen zu zurück: Alles wieder wie neu und glatt wie ein Kinder-Popo!


3. Dezember 2024: Kreuzköpfe E.K.B. 14g
Die Bolzen für die Lenkeransätze sind fertiggestellt und warten auf den Einbau.

Auch die großen Kreuzkopfbolzen sind vom Aufspritzen und Schleifen zurück.

2. Dezember 2024: Einbau Bremswelle E.K.B.14g
Die Bremswelle ist zwischenzeitlich angebaut. Der Hebel auf der rechten Seite erhält noch einen Gabelkopf für den Bremszylinder. Beide Hebel werden später durch einen Nasenkeil gesichert.
Die alte Bremswelle hatte nicht nur größere Korrosionsschäden (links im Bild), sondern auch die Naben- Wellenverbindung für die die Bremshebel waren ausgeschlagen.

1. Dezember 2024: Tritte E.K.B. 14g
Gestern waren wir wieder in Zamberk zur Durchsprache der Arbeiten an unserer großen Krauss-Lok. Beim Rundgang wurde der Stand der einzelnen Arbeiten besprochen, hier Teile der Zug- und Stoßvorrichtung und die Tritte.

Ein Detail, was später an der Lok sicherlich übersehen wird: Die Riffelung der Trittbleche hat durch jahrzehntelange Benutzung und Korrosion deutlich gelitten und war an einigen Stellen weg. Nun sind Gebrauchsspuren an einer über 100-Jahre alten Lok authentisch und o.k. (zumindest bei meiner Aufarbeitungsphilosophie); allerdings muß aus Gründen der Arbeitssicherheit ein Trittbrett griffig sein. Leider hat heutiges Riffelblech eine andere Teilung als vor 100 Jahren. Ein Ansetzen eines neuen Riffelbleches oder das Austauschen eines einzelnen Bleche würde deshalb auffallen. Deshalb wurde nach der Methode "Schlenkrich" an den Schadstellen die Riffelung mit der Elektrode Stück für Stück aufgetragen. Das ist etwas für den geübten Schweißer mit der ruhigen Hand!

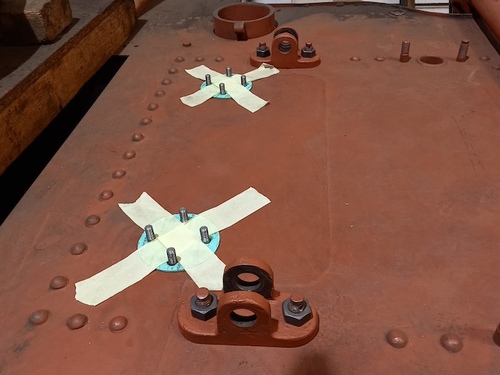
30. November 2024: Sandfallrohre RUR (3)
Nach dem Sandfallrohr "hinten links" wurden die Sandfallrohre "hinten rechts" und das Paar für den vorderen Sandkasten gebogen. Hierbei ist darauf zu achten, das einerseits für die Rohre nichts im Weg ist und andererseits durch die Rohre auch nichts verdeckt wird. Deswegen ist auf der Schutzfolie für die Stehkessel auch die Lage von Waschluke, Fabrikschild und Feuerloch angezeichnet.




Noch in Arbeit sind die Halter der Sandfallrohre. Speziell die vorderen Sandfallrohre müssen jedesmal rausgenommen werden, wenn die Rauchkammtertür geöffent werden soll. Hierzu müssen die Sandfallrohre auch noch jeweils getrennt werden. Wie das geht folgt in einigen Tagen im Teil 4.

29. November 2024: Bremswelle E.K.B. 14g
Die neue Bremswelle der 14g nimmt Form an.

28. November 2024: Neue Blattfedern für die E.K.B. 14g
Die neuen Blattfedern der 14g sind beim Hersteller heute in den Versand gegangen.


26. November 2024: Zweck Ösen und Haken bei der RUR?
Die Dachspriegel sind jetzt auch holzfarben lackiert. Am Lokkasten außen haben wir in der Mitte der Front und neben der Tür ein Stück zur Probe lackiert; am Glanz von der matten Grundierung auf der Aufnahme zu unterscheiden. Final werden wir die großen Blechflächen vor der Lackierung noch mal dünn spachteln.

Etwas rätseln wir zur Funktion der Ösen und Haken im Bereich der vier Pfosten. Hier ist in der Werkzeichnung nichts eingezeichnet. Da aber die U-Profile der Pfosten und der Längsträger oben original von 1899 sind, waren diese Teile von Anfang an dran. Die Ösen könnten zu Stangen für Schiebefenster gehören. Auf dem Fabrikfoto von Henschel sind zwar keine Schiebefenster vorhanden. Auf allen bekannten Einsatzfotos der Dürener Kastenloks sind aber seitliche Schiebefenster zu erkennen - ggf. gab es die Schiebefenster als "Original-Zubehör" für die Loks zum Mitbestellen oder Nachrüsten. Die Funktion der Haken wird sich vielleicht beim Betrieb der RUR erschließen. Für Kleiderhaken sind sie zu breit; auch ein Einsatz als Halterung für die Abdampfrohre vom Kondensator schließen wir aus, da diese Rohrleitung ein Längsgefälle hatte.

Die hölzernen Konstruktionen der Schiebefenster verlor die RUR erst während ihrer Zeit bei der Selfkantbahn, da man es eventuell fälschlicherweise als Bastelei aus ihrer Zeit als Werklok einstufte. Inzwischen gibt es aber Belege dafür, daß sie diese auch schon zu ihrer Zeit als Lokomotive der DEAG besaß. Wir werden hier noch etwas weiter forschen müssen.
25. November 2024: Frischdampfleitung RUR (1)
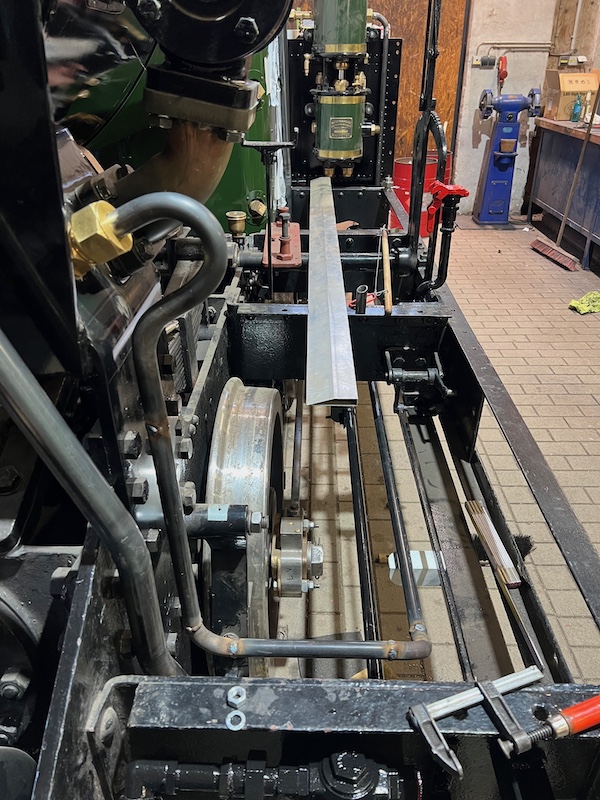
Nach der Abdampfleitung wurde mit dem Biegen der Frischdampfleitung zwischen Regler und Zylinderblock begonnen. Für den Bereich des Kessels konnte die nicht benötigte Hälfte des gewalzten Halbzeugs der hinteren Stehkesselverkleidung verwendet wurden.

Leider ist das Routing der Frischdampfleitung nicht einfach und es müssen diverse Bögen an jeweils der richtigen Stelle angebracht werden. Da das Kupferrohr mit 3 mm Wandstärke schwer ist, kann es nicht einfach zur Kontrolle "angehalten" werden. Stattdessen gibt es eine Dummy-Leitung aus einem steifem grün-gelben Elektro-Kabel, das hier Thomas in Position bringt. Für die Kontrolle beim Biegen am Rohr selber dienen weitere Papierschablonen.

24. November 2024: Bremsschema RUR
Einerseits ist auf der RUR wenig Platz, andererseits wird sie im späteren Einsatz nur kurze Züge ziehen. Bei Kleinloks der DB gab es für diese Einsatzfälle die Kdi Bremse. ( = Knorr-Bremse für direkte Bremswirkung am bedienten Triebfahrzeug und indirekte Bremswirkung an den angeschlossenen Fahrzeugen). Für dieses Grundkonzept haben wird uns entschieden; allerdings stammt unser Steuerventil von der Schweizer FACTO AG. Es sei den Normern jetzt überlassen, ob das jetzt mit Kdi oder Fdi abgekürzt wird 😀.
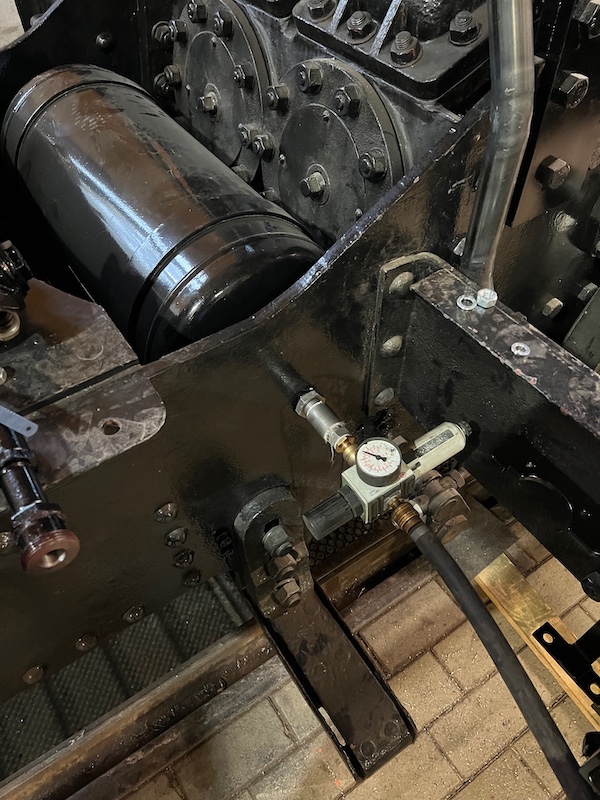
Hier ist kurz die Wirkung beschrieben: Von der Luftpumpe werden die Vorratsbehälter mit bis zu 8 bar befüllt (blaue Leitungen). Von der Vorratsleitung geht ein Abzweig zum Bremsventil der direkten Bremse (auf alten Loks als Zusatzbremse bekannt). In dieser Leitung ist ein Druckminderer eingebaut; an der Eingangszeit des Bremsventil kommen daher nur 3,5 bar an. Nach lösen ist der Bremszylinder auf der Lok drucklos. Das Anhängerbremsventil von FACTO ist eine Relaisventil. In dieser Stellung wird die Hauptluftleitung mit 5 bar befüllt.
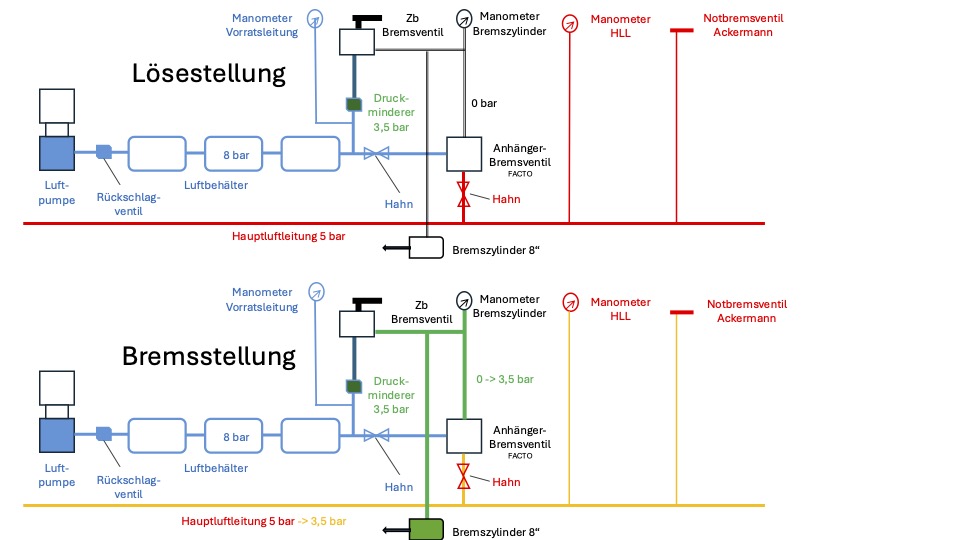
Beim Bremsen wird Druck auf dem Bremszylinder gegeben bis maximal 3,5 bar. Das Anhängerventil sorgt dafür, dass proportional gleichzeitg der Druck in der Hauptluftleitung abgesenkt wird, also auch die indirekte Bremse in angeschlossenen Wagen bremst. Daneben gibt es für Notbremsungen den "Ackermann" auf der Lok, der die Hauptluftleitung komplett entleert. Hier das von der Zusatzbremse bekannte Bremsventil Zb:

Das Anhängerbremsventil von FACTO.

23. November 2024: Ausschlachten Türen Klv 09-0002
Aus den alten Türen unserer Draisine haben wir die Fensterscheiben, Türverkleidungen, Fensterheber und Schlösser als Ersatzteile für die neuen Türen ausgebaut. Übrig bleibt nur "Blätterteig", der in den Schrottkreislauf geht.


