
16. April 2024: Heizungshähne M.M.E. 4 abdrücken
Nach dem Einschleifen der Hähne sollten diese mit Wasser abgedrückt werden; hierfür war ein Prüfflansch zu fertigen:



Bereit zum Abdrücken!
15. April 2024: Hahnscheiben für die Heizungshähne der M.M.E. 4
Nachdem wir die Küken für die Heizhähne bekommen hatten, hat Thomas zunächst die noch fehlenden Hahnscheiben angefertigt: Gedreht, gebohrt, abgestochen, Innenvierkant gestoßen ...

Aussparung für den Anschlagstift gefräst ...
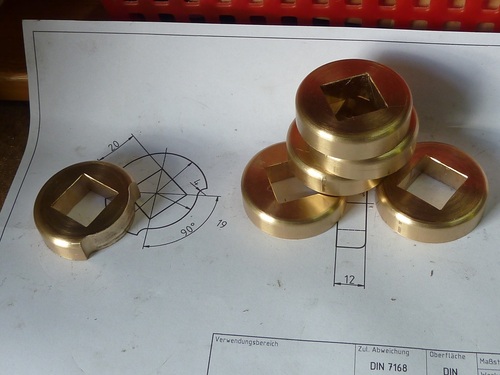
... montiert.

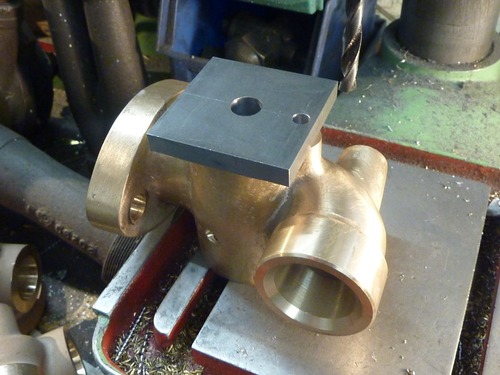
Für die Gewindebohrung, die den Anschlagstift aufnimmt, hat er noch eine Bohrlehre gemacht: Winklig und auf Maß gefräst, ...

Zapfen angedreht, der in die Aussenkung im Hahngehäuse paßt ...

... in "Arbeitsposition".
14. April 2024: Seitenwände und Hundeabteil PwPost BK 38
Die Seitenwände sind fast fertig montiert und sollten nächste Woche geschlossen sein.


Die beiden Türrahmen für die "Hundeklappen" im Gebpäckabteil sind gefertigt und im Rohzustand eingebaut; ebenso ist das Grundgerüst für das Hundeabteil auch schon fast komplett vormontiert.

13. April 2024: Halter für Ölvasen der Treibachslager der RUR
Für die Ölvasen der Treibachslager mussten noch Halter gefertigt werden. Winkelstahl ablängen, Bohrungsmitten ankörnen und Kontur anreißen, ...

und Kontrollkörner setzen.

Die Werkstücke werden anschließend so mittels Säge und Feile in Form gebracht, dass die Kontrollkörner zur Hälfte stehenbleiben. Die Rißlinie alleine würde im Laufe der Arbeiten zu sehr in Mitleidenschaft gezogen, sodass sie nicht mehr ausreichend sichtbar wäre.

Und fertig!

12. April 2024: Salonwagen KKB 7 ins Magazin verlagert
Unser Personenwagen KKB 7 ist nach abgeschlossener Aufarbeitung vor Ostern in unser Magazin gebracht worden, da einerseits in der Werkstatt in Hüinghausen Platz für andere Fahrzeuge geschafft werden musste, anderseits ein Einsatz bei der Sauerländer Kleinbahn dieses Jahr mangels einsatzbereiter Dampflok nicht absehbar war. Wir hoffen, den Wagen zusammen mit den beiden anderen "Lenz"-Personenwagen FKB 6 und FKB 10 im nächsten Jahr bei der Selfkantbahn - anlässlich des Jubiläums 125 Jahre Geilenkirchener Kreisbahn - einsetzen zu können.

11. April 2024: Ausricht-Vorrichtung für die Wasserstandsanzeiger RUR
Zum Ausrichten der Hähne der beiden Wasserstandsanzeiger wurde eine kleine Vorrichtung gebaut:

10. April 2024: Aschkasten M.M.E. 4
Der Aschkasten unserer Mudauer Lok taugte nur noch als Vorlage für einen Neubau. Die Zuschnitte für den neuen Aschkasten liegen in Mönchengladbach und warten auf das Zusammenschweißen.

9. April 2024: Reparaturplan Feuerkiste M.M.E. 4
Zusammen mit dem beauftragten Kesselsachverständigen haben wir die Feuerkiste unserer Mudauer Dampflok MM 4 bei EWK in Mönchengladbach untersucht und den Reparaturplan festgelegt. An der Rohrwand sind nur geringe Arbeiten erforderlich. Als Hinweis vorab: die Feuerkiste liegt kopfstehend.

An der linken Seitenwand unten (oben Nietlochbohrung für Bodenringniet) einen Riss und oben eine merkwürdig wirkende Stelle, vermutlich von einer Reparatur zu DB-Zeiten.


An beiden Seitenwänden ist der untere Bereich bis ca. zur Mitte zu ersetzen, ebenso wird die komplette Rückwand erneuert. Gelb sind die zu ersetzenden Bereiche bzw. die Lage der Schnitte markiert.


Jetzt geht es an die Erstellung einer Reparaturzeichnung, Beschaffung der Kupferbleche, beschaffen und bearbeiten der zu kümpelnden Rückwand; Einpassen der Flicken, Festlegen der Prüfungen für das Schweißen; Einschweißen der Flicken in der Rückwand und danach die Bearbeitung der Bohrungen in der Rohrwand, für die Bodenring-Nietung und die Stehbolzen.

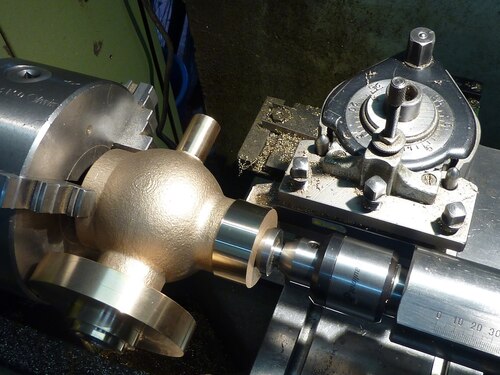
6. April 2024: Workaround bei der Amaturenfertigung
Wenn Ihr Euch mal die frisch gedrehte Zylinderfläche rechts am Werkstück anseht, werdet Ihr feststellen, dass man da auf gewöhnliche Weise nicht drankommt, weil das Drehwerkzeug in Kollision mit dem Vierlochflansch des Ventilgehäuses kommt. Zum Längsdrehen hat Thomas den Oberschlitten hinter die Drehmitte gesetzt, um mit einem rechten Plandrehmeißel arbeiten können. Schwieriger wird jetzt das Fertigen des Gewindes, das auf diese Fläche muss. Er könnte theoretisch mit einem rechten Innendrehmeißel hinter Drehmitte arbeiten, dann stimmt aber die Neigung der Meißelschneide nicht, und es gäbe eine Profilverzerrung im Gewinde. Am sinnvollsten ist die Verwendung einer linken Innengewindestange vor der Drehmitte.
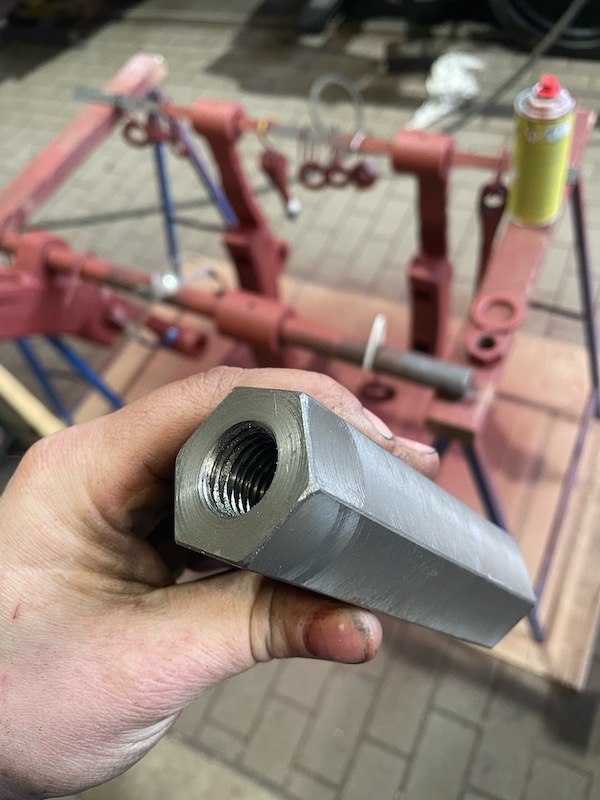
5. April 2024: Spannschloss Bremsgestänge RUR
Ein Spannschloss der Fußbremse muss ausgetauscht werden. Für eine neue Spannmutter wurde ein Sechskantstahl passend befräst, durchgebohrt und beidseitg Gewinde - natürlich einmal Links- und einmal Rechtsgewinde - geschnitten.

Zum Schluß wurden alle überarbeiteten Teile nochmal grundiert und lackiert - wobei bei den Hängeeisen die übliche Frage "wie hänge ich das Teil zum Lackieren und Trochnen auf?" leicht zu lösen war.

2. April 2024: Deckelchen Ölbehälter Treibstangen RUR
Nach den Deckelchen für die Ölbehälter der Kuppelstangen geht es weiter mit den Deckelchen an den Treibstangen. Die angefertigte Spannvorvorrichtung leistet auch hier gute Dienste beim Andrehen des Dichtkonus.



31. März 2024: Achsgenerator für den PwPost BK 38 (1)
Bereits vor geraumer Zeit konnten wir einen Achsgenerator vom Typ Dp1 kaufen. Eine Abholung scheiterte bisher daran, dass das Teil ziemlich schwer ist und auch zu zweit ein Verladen für die Bandscheiben nicht gut gewesen wäre..... Diesmal hat es geklappt, weil wir zum Aufladen einen kleinen Werkstattkran auf dem Transporter mitgenommen haben.

30. April 2024: Fußbremse RUR
Diese Woche ging es weiter mit der Fußbremse der Rur. An einem Hängeeisen wurde ein Auge passend zum Bolzen aufgerieben, danach die Konturen an den Klötzen passend geschliffen.

Darauf folgte die Montage der Bremswelle, auch hier waren noch ein paar Anpass- und Richtarbeiten nötig, bis die Bremse wieder komplett und leichtgängig zusammengebaut war.



29. März 2024: Dach PwPost BK 38
Auch beim Dach des BK 38 gibt es Fortschritt: Das Dach ist - ohne die Eindeckung - komplett gefertigt und vormontiert.

Zum Aufsetzen des Daches wurde der bisher oben am Wagenkasten vorhandene nicht originale Stahlrahmen demontiert. Und es passt alles schön zusammen.

28. März 2024: Stirnwände PwPost BK 38
Für unseren PwPost 38 der Bielefelder Kreisbahnen sind die Außenwandbretter gefertigt, geschliffen und grundiert. Hier braucht man viel Platz zum Streichen und Trocknen der Bretter. Die neue Halle vom Tischler zeigt ihre Vorteile.


An den beiden Stirnseiten sind die Bretter auch schon vormontiert. Innen haben die Stirnwände für das Packabteil (Anthrazitgrau RAL 7016) und das Postabeil (Sandgelb RAL 1002) einen unterschiedlichen Farbton, an der Außenseite haben wir einheitlich RAL 6007 Flaschengrün.



25. März 2024: Zylinder FKB 5i
Zur Planung der Bearbeitung ist das CAD-Modell der Zylinder der FKB 5i weiter vorangeschritten. Zur Verifizierung von Details brauchen wir die äußere Hälfte des aufgeschnittenen Zylinders, die noch in unserem Magazin in Veendam liegt.


24. März 2024: Planung Fußboden Lok RUR
Gestern ging es an die Planung des Fußbodens der RUR, damit wir die passenden Dielenbretter beschaffen können. Hierzu wurde am Rahmen gemessen, geknobelt und mit der Werkszeichnung verglichen. Aus den Zeichnungen konnten wir abgreifen: Auf jeder Seite gab es jeweils 3 Längsdielen, 40 mm stark und in unterschiedlicher Breite. Die äußere Diele hat 250 mm Breite, was der Breite des vorderen Wasserkastens entspricht. Die mittlere Diele ist 200 mm breit. Die Breite des inneren Brettes ist nicht eindeutig, da der Zeichnungsschnitt im Bereich des Stehkessels liegt.

Die vor über 10 Jahren in England demontierten alten Bodenbretter sind ohne Vermessung entsorgt worden. Also wurden am Abend die Bilder gesucht, die Alan Keef am 23. September 2013 bei Demontage gemacht hat: Das äußere Brett müssen wir an der Außenseite an diversen Stellen ausklinken, wozu entsprechende Schablonen anzufertigen sind. Die Länge des Brettes wird bei ca. 240 cm liegen (Abstand hintere Kante Wasserkasten und Vorderkante Kondensatbehälter nach Zeichnung). Das genaue Maß messen wir nach, wenn Kondensatbehälter und Lokkasten aufgesetzt sind, damit nachher nicht irgendwo ein paar Millmenter fehlen.

Die Innenseite der inneren Bretter fluchten mit den Hauptträgern des Rahmens. Im Bereich des Stehkessels (im nächsten Bild ist nur der Sattel des späteren Speicherkessels zu sehen) und des Rauchkammersattels müssen die Bretter ausgeklingt werden. An der Innenkante ist auf der Heizerseites eine Leiste aufgenagelt. Eigentlich logisich - es soll nichts vom Fußboden in den Triebwerksbereich reinrollen. Auf den Brettern der Gegenseite ist ein rechteckiger Ausschnitt zu sehen - da kommt eine kleine Klappe hin. Beim Öffnen der Klappen können die Kuppelstangenlager so von oben aus dem Führerstand geölt werden. Schön ist auf den Bildern auch der Zustand des Triebwerkes vor der Aufarbeitung zu erkennen.



Auf der Lokführerseite ist die innere Absturzsicherung etwas anders ausgeführt. Es wird sich nicht klären lassen, was beim Umbau der Speicherlok hier angepackt wurde oder wie oft die Bretter in den über 70 Betriebsjahren ausgetauscht werden mussten. Bleibt noch die Frage zur Behandlung und zum Anstrich der Bretter. Im "Diemer" ist für die KPEV eine Anweisung von 1908 zu finden: "Die Holzteile sind mit heißem Leinölfirnis, dem etwas Ölfarbe zuzusetzen ist, und hierauf einmal mit grauer Ölfarbe zu streichen. Der Fußbodenbelag soll außer dem Firnis einen zweimaligen schwarzen Ölfarbeanstrich erhalten."

23. März 2024: Nasenuhr abgeholt
Nach fast 2 Jahren (siehe Tagebuch vom 24. April 2022) haben wir es endlich geschafft, die damals gekaufte Nasenuhr abzuholen. Fehlt jetzt "nur noch" das passende Bahnhofs- bzw. Museumsgebäude.

22. März 2024: Bremsklötze und Hängeeisen RUR
Weiter ging es mit der Bremse an der RUR. Die Klötze wurden auf das richtige Maß und die Bohrungen in Hängeeisen und Klötzen passend befräst.

18. März 2024: Neues aus der Fahrzeugforschung zu unserem G-Wagen GbKB 537
Bisher war noch unklar, ob unser G-Wagen "GbKB 537" von Beuchelt ursprünglich noch Pfosten aus Holz oder bereits solche aus stählernen U-Profilen hatte. Nach Abtrennen der von der PKP bei einer Rekonstruktion angeschweißten U-Profile liegen die ursprünglichen Rahmenausleger mit ihren Bohrungen wieder frei. Der Durchmesser der Bohrungen liegt zwischen 12 und 13mm. Dies ist passt sehr gut zu Schloßschrauben (hier im Bild eine eingesteckte Schloßschraube M12); die Löcher für die Niete zum Verbinden der Rahmenausleger mit den Längsträger (im Bild "innen") sind deutlich größer.

Damit ist bestätigt, dass der Wagen, genauso wie unser 1904 von Beuchelt gebauter, ungebremster FKB 123, noch Pfosten aus Holz hatte.
Hier zum Vergleich der FKB 123 im Bergezustand....

.... und nach der Aufarbeitung in unserem Magazin.

17. März 2024: Speiseventile für M.M.E. 4 und FKB 5i
Am Freitag haben wir in Mönchengladbach die Speiseventile für die FKB 5i abgeholt. Die baugleichen Speiseventile für unsere Mosbach-Mudau-Lok (MM4) sind direkt vor Ort bei EWK geblieben.

14. März 2024: Hängeeisen Fußbremse RUR
Bei zwei Hängeeisen der Fuß- und Feststellbremse waren Bohrungen ausgeschlagen. Also wurden zwei Hülsen gedreht, die Hängeeisen entsprechend aufgerieben und die Hülsen in Hängeeisen eingepresst.

11. März 2024: Kleine Vorrichtung zur Stichmaßkontrolle Kuppelstangen RUR
Zur Prüfung des Stichmaßes der Kuppelstangen haben wir zwei Scheiben gedreht. Die Scheiben werden in die Lager eingesetzt und das Stichmaß der Stange kann dann einfach gemessen werden und mit den Stichmaßen der Kuppelzapfen verglichen werden.


10. März 2024: Nachfräsen Schwalbenschwanzführungen an den Kuppelstangen der RUR
Auch bei der rechten Kuppelstange der RUR wurden die Dichtflächen der Ölreservoire überfräst und die Schwalbenschwanzführungen für die Deckelchen nachgefräst. Aufwendig war das Aufspannen und Ausrichten der Kuppelstange auf der Fräsmaschine inklusive dem Basteln passender Spannmittel.


9. März 2024: Neuanfertigung Dichtkolben Kuppelstangen RUR
Einen der Messingkolben mit Dichtkonus für die Ölreservoirs der Kuppelstangen mussten wir verschleißbedingt neu anfertigen.




