
21. Dezember 2022: Saugrohre RUR
Nachdem die Wasserkästen der RUR stahlbaulich abgeschlossen sind, wurden die Saugrohre zu den Injektoren probeweise eingesetzt, angezeichnet und schlußendlich zusammengelötet.

20. Dezember 2022: Stirnwandtür RUR
Die Stirnwandtür wurde eingepaßt; das war wegen verschiedener Abweichungen der Blechkrümmungen langwieriger als gedacht.

Die Verriegelung muß noch überarbeitet werden, da die Tür derzeit sehr lose eingeriegelt wird, was im Betrieb sicher zu andauerndem Scheppern führen würde.

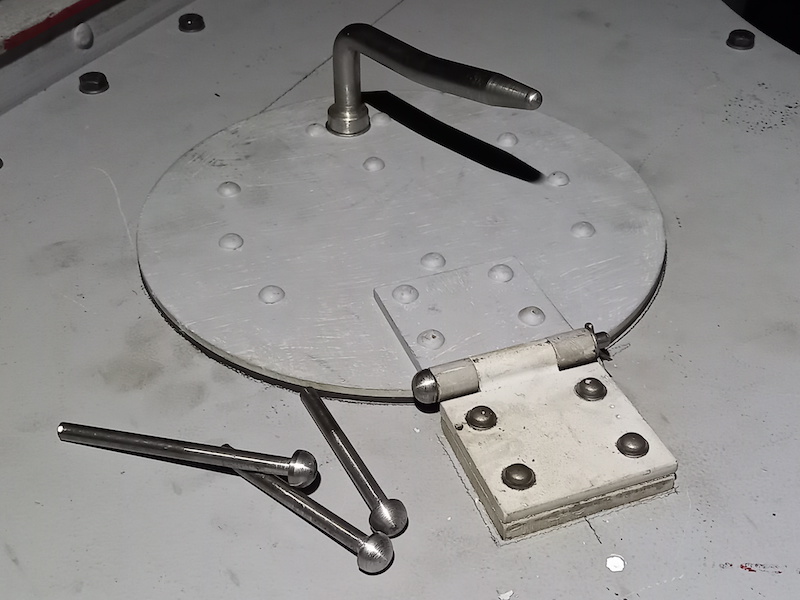
19. Dezember 2022: Montage Wasserkastendeckel Lok RUR
Für die Montage der Einlaufdeckel an der RUR fehlten nur noch die Stifte für die Gelenkbänder. Um diese 6m-dünnen Stifte nicht aus dickerem Rundstahl drehen zu müssen (was mit einer normalen Drehmaschine sehr mühsam wäre), hat sich EWK der Schweißtechnik bedient und auf 6mm blanken Rundstahl "Köpfe" aufgeschweißt und diese dann in Form gedreht.

Die fertig bearbeiteten Stifte und ein montierter Deckel.
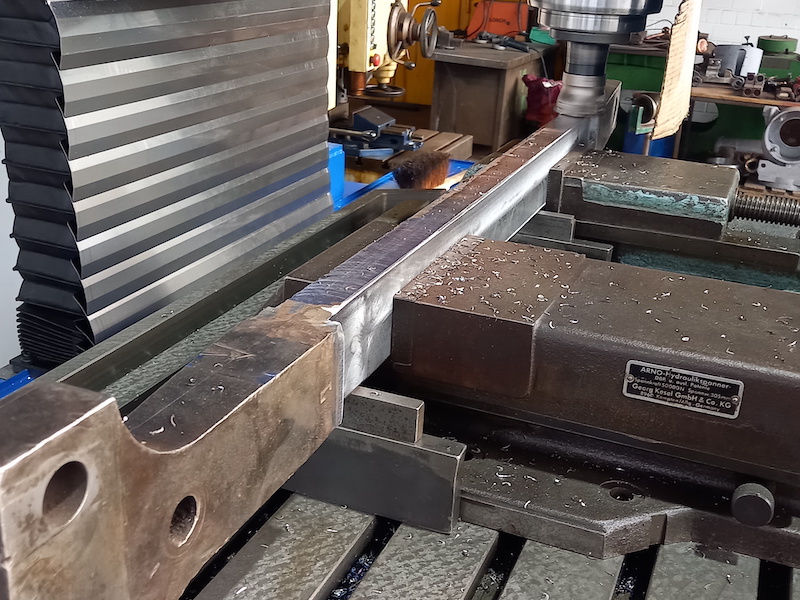
18. Dezember 2022: Linke Gleitbahn Lok 4
In Mönchengladbach unsere wurde die neue Fräsmaschine weiter mit der linken Gleitbahn gequält: Hier hatte die DB vor vielen Jahren Auftragsschweißungen mit extrem hartem Schweißgut ausgeführt. Dieses war an der Oberfläche mit Rissen durchzogen, was so nicht belassen werden konnte. Jetzt zeigte sich, daß sich auch unter der damals mittels Trennscheibe abgeschnittenen Außenschicht noch extrem harte und sehr dicke Aufschweißungen befanden. Man konnte die einzelnen Schweißraupen während der Bearbeitung noch gut erkennen. Mit einen hartmetallbestücktem Messerkopf konnten die Aufschweißungen abgetragen werden - doch nur mit geringer Drehzahl und geringem Vorschub und jeweils 1mm Schnitttiefe, damit nicht zu viele Funken flogen.

Nachdem die notwendige Tiefe zum späteren Aufschweißen der C45-Platten erreicht worden war, zeigte sich, daß hier vor ganz langer Zeit auch schon mal Verschleißplatten aufgenietet worden waren: Die Niete stecken noch alle in der Gleitbahn, einer hatte sich beim Fräsen bewegt.

Anschließend wurden die vertikalen Flanken auch noch einmal geplant.
17. Dezember 2022: Verriegelung Feuertür RUR
Nach dem Vorbild am Kessel der OEG 102 in Mannheim haben wir die Verriegelung der Feuertür der RUR überarbeitet: Auf der Fräsmaschine wurde aus einem Flacheisen zunächst das Raststück gefräst, danach im Schraubstock gebogen,...

... dann ein zweites Flacheisen konturiert und zwei Löcher gebohrt. Die Verriegelung nach dem Verschweißen beider Teile und dem "Schön- Schleifen" der Naht, aller Kanten und Rundungen.

Die Verriegelung nach dem Anbau: Die Feuertür kann jetzt in 2 teilgeöffneten Stellungen arrettiert werden.

16. Dezember 2022: Kettenhalter für die Feuertür der RUR
Zum bequemen Öffnen und Schiießen hängt am Verschluß der Feuertür der RUR eine Kette. Damit die Kette bequem zu greifen ist, ist das andere Ende der Kette an einem Haken eingehängt. Zum Bau des Hakens wurde aus einem Flacheisen erst ein Stück herausgeschnitten, ....
.... an einen Rundstahl eine Spitze gedreht.....
.... der Rundstahl dann erhitzt und um eine weitere Stange gebogen.

Anschließend wurde der Ring abgetrennt, mit dem Flacheisen verschweißt, das Teil sauber geschiffen und ein Loch gebohrt.

Der an die Stehkesselverkleidung geschraubte Haken mit eingehängter Kette.

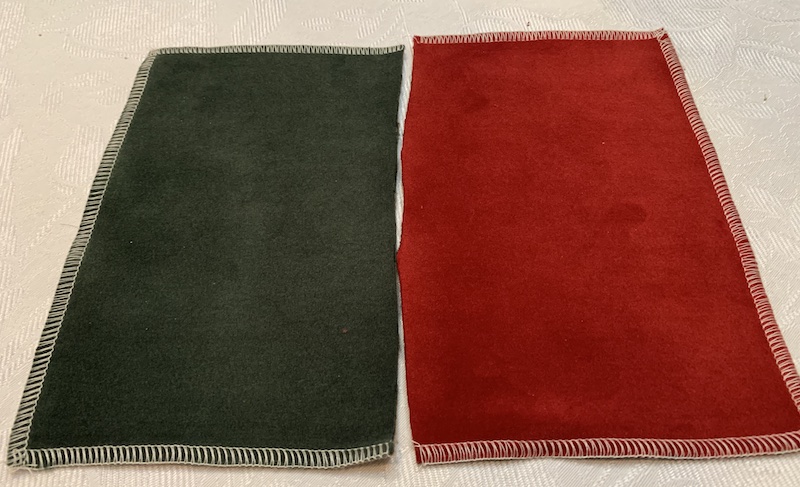
15. Dezember 2022: Polsterbänke für die Lenz-Wagen
Auch im FKB 6 sind die Winkelauflagen für die Polstermöbel angepasst, lackiert und montiert. Die Untergestelle und Polsterrahmen sind fertig, eingepasst und wieder in Ilmenau, damit der Polsterer mit den Polsterarbeiten beginnen kann.

Die Samtmuster für die Polster in der 2. Klasse (grün) und für das Salonabteil im KKB 7 (rot, Polster werden gesteppt) sind ausgewählt.
14. Dezember 2022: Öfen für den FKB BPwPost 6
Während das Personenabteil von unserem Wagen FKB 6 eine Preßkohlenheizung hat, werden Postabteil und Packabteil jeweils mit ein "Kanonenofen" beheizt.
Passende alte Öfen hatten wir bereits vor 2-3 Jahren besorgt und jetzt - nach Vergleich mit der Görlitzer Fabrikzeichnung - zur Probe in beiden Abteilen aufgestellt. Im Postabteil kommt der Ofen etwa in Wagenmitte an die Trennwand zum Postabteil. Links vom Ofen wird der Postschrank aufgestellt, rechts am Fenster kommt das Packbrett hin. Bei der Feinpositionierung ist zu beachten, dass das Ofenrohr bzw. dessen Kamin nicht genau unter dem Hanfseil der Seilzugbremse endet....

Auf der anderen Seite der Zwischenwand steht der Ofen im Packabteil in der Ecke zum WC-Cabinet. Gegenüber der Stellprobe wird der Kamin schräg in die Ecke gedreht. Beide Öfen werden auch noch getauscht, da sie dann von Form und Farbe besser zum jeweiligen Abteil passen.

13. Dezember 2022: Gleitbahn Mosbach - Mudau 4
Die Gleitbahnkörper der 99 7204 werden bei EWK zum Aufschweißen von Platten aus C45 vorgefräst. Da keine Einzelteilzeichnung für die Gleitbahnen vorliegt, mußte aus der 1:100-Zeichnung und den Verhältnissen einer samt Kreuzkopf probeweise an die Lok gehängten Gleitbahn plausible Maße ermittelt werden. Die Gleitbahnen wurden auf der Koordinatenmeßmaschine angezeichnet und können dann auf dem Fräsmaschinentisch leicht ausgerichtet werden.

12. Dezember 2022: Niete für die Wasserkästen der E.K.B. 14g
Für die Abtrennvorrichtung zum Ablängen der Niete haben wir zwei weitere Hülsen angefertigt und dann gut 300 Niete auf die benötigten Längen gekürzt und entgratet.

11. Dezember 2022: Verbretterung OEG 805
Die Bretter für die Seitenwände vom OEG 805 haben ihre flaschengrüne Lackierung erhalten.

10. Dezember 2022: Lampen und Lüfter für die Lenz-Personenwagen
Die Lieferung mit den restlichen Teilen für die Wandlampen und Lüfter (Einzelteile Lampen, Lüftungsschieber, Dachaufsätze für Lampen und Lüftung) der Lenz Personenwagen ist angekommen. Im Bild der "Bausatz" für jeweils eine Wandlampe und einen Lüfter.

9. Dezember 2022: Zusammenbau Wasserkasten-Deckel RUR
Aus den Teilesatz (siehe Eintrag vom 4. Dezember) sind die Einlaufdeckel für die Wasserkästen entstanden. Zwei kleine Scharniere mußten selber angefertigt werden (noch unverputzt auf dem Bild).
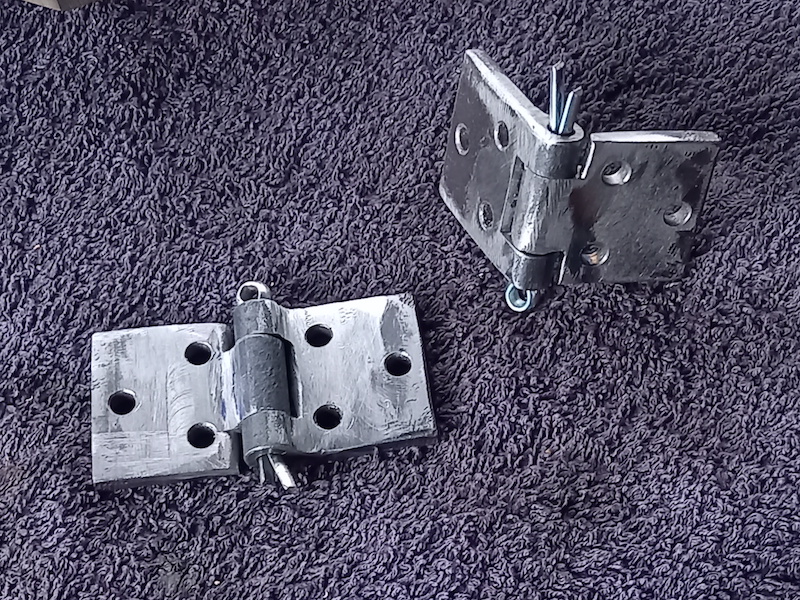
Zum sauberen Vernieten wurde eine neue Vorrichtung gebaut.

Der Deckel rechts nach dem Vernieten mit der Gummi-Dichtung von oben....
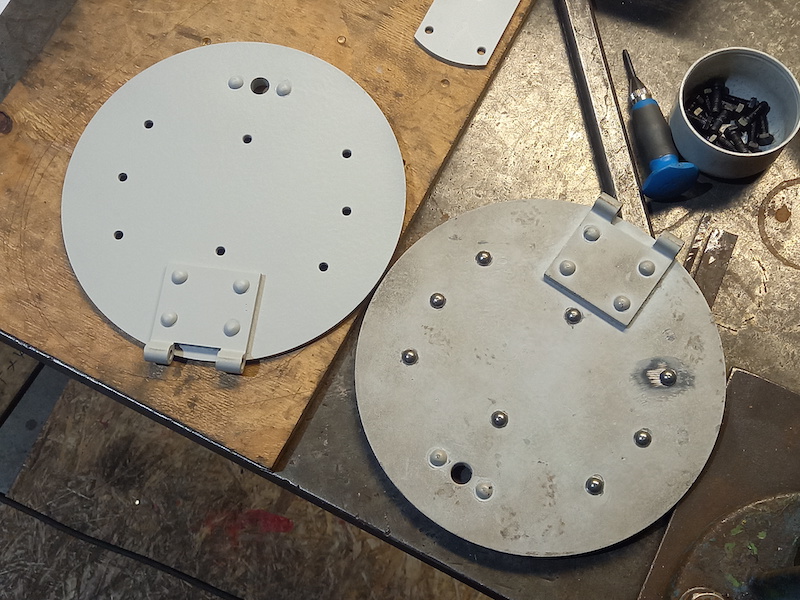
... und unten.

8. Dezember 2022: Heizung für die 2. Klasse im FKB BPwPost 6
In die Stirnwand vom FKB 6 sind die Ausschnitte für die Presskohleheizung eingearbeitet.

Die beiden Heizkörper liegen später unter den Längssitzbänken.

Ein Blick von der Unterseite des Fußbodens auf das Abgasrohr eines Heizkörpers.

7. Dezember 2022: Bau Sandkasten E.K.B. 14g
Passend zum Boden vom Sandkasten der 14g haben wir ein Blech fertigen lassen. Dieses ist jetzt eingetroffen.
6. Dezember 2022: Reglerrohr Lok DHHU 20
Bevor es zwischen Rohrwand und Regler innen im Kessel der DHHU 20 verschwindet: Das Reglerrohr für den Neubaukessel der DHHU 20.

5. Dezember 2022: Hebeaufnahmen für die RUR
Zum An- und Abheben vom Kessel der RUR haben wir zwei Hebeaufnahmen gebaut.

Diese werden links und rechts am Stehkessel angeschraubt. So wird verhindert, dass die Seile an den Kesselblechen scheuern.

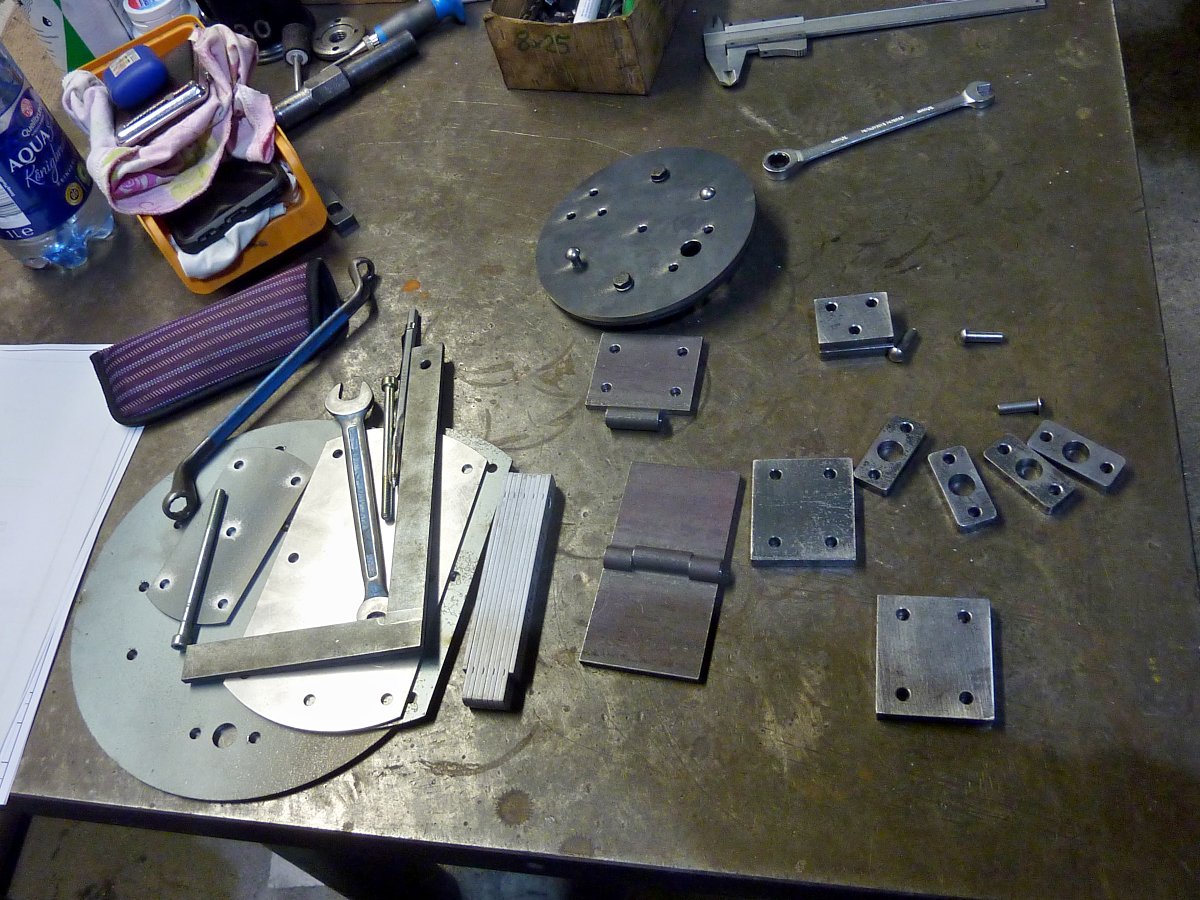
4. Dezember 2022: Der "wiedergefundene" Regler der E.K.B. 14g
Im Herbst wollten wir mit der Überholung des Reglers der E.K.B. 14g beginnen. Allerdings lag er nicht im Regal mit den Armaturen der Lok und bei einem Blick durch die seitlichen Untersätze in dem Dom vom Kessel: Nichts zu sehen. Auch bei der Durchsuchung von 2 Arbeitskellern, 3 Werkstätten, 2 Lagerhallen und Nachfrage bei Lonkwitz (Kesselbau): Nichts da. Ist der Regler bei einem der Transporte verloren gegangen oder versehentlich bei einer anderen Museumsbahn-Lok gelandet? Auch Nachfragen bei anderen Bahnen, die etwa zeitgleich Bauteile in der gleichen Werkstatt hatten, wurden zwar beantwortet (einen Dank an die Kollegen des BLV, die auch ihrerseits nachgesehen hatten), brachten aber kein Ergebnis.
Wir hätten uns vielleicht die Fabrikzeichnung der Lok genauer anschauen sollen: Bei der kürzlich erfolgten Aufräum-Aktion in unserer Magazinhalle war ein Kran vor Ort und wir haben die Dom-Haube vom Kessel abgehoben. Und siehe da: Der Regler der Bauart Zara ist im Neubaukessel schon eingebaut. Nur liegt er vollständig außerhalb des Sichtbereiches der beiden seitlichen Untersätze.

3. Dezember 2022: Wasserkasten-Deckel Lok RUR
Gegenwärtig werden in Mönchengladbach die Einlaufdeckel zusammengebaut - die Zeichnungen dafür hatten wir anhand der an Lok ZE 607 aufgemessenen Deckel erstellt. Wenn die Deckel fertig sind, wird das Verbindungsrohr zwischen den beiden Wasserkästen gefertigt - das dafür nötige Kupferrohr liegt schon bereit.
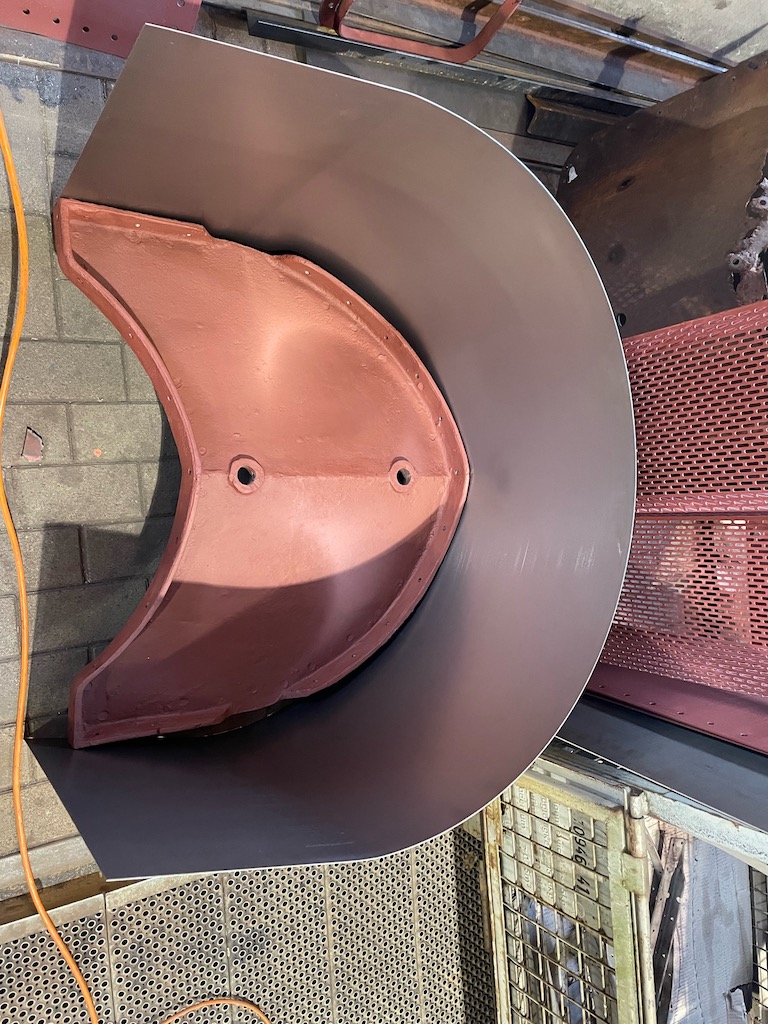
2. Dezember 2022: Wasserkästen RUR
Ein Stück weiter als die Kästen der 14g (siehe Bericht von gestern) sind die Wasserkästen der RUR: Beide Wasserkästen sind fertig genietet und am Lokkasten montiert.

Noch fehlt die Fronttür. Sie muss an der Unterkante etwas gekürzt werden, damit sie nicht am späteren Holzfußboden anstößt (wenn wir den Fußboden im vorderen Bereich der Lok so hoch legen wie auf der Fabrikzeichnung dargestellt).

Im Hintergrund schaut unsere Lok 4 zu, die weiter bei EWK auf den Start der Arbeiten an der Feuerkiste wartet. Wie unschwer zu erkennen ist, wird die Ende 2021 für Dezember 2022 zugesagte Fertigstellung der Lok nicht eingehalten werden.
1. Dezember 2022: Wasserkästen E.K.B. 14g
Die Vorbereitung der Wasserkästen der 14g für das Nieten geht weiter. Leinenstreifen in die nasse Farbe auf den Rahmenprofilen legen, Löcher in den Stoff brennen....
... und nach Einpinseln der Leinenstreifen mit Farbe die Bleche aufsetzen und in jedem zweiten Loch festschrauben.

30. November 2022: Demontage Draisine Klv 09
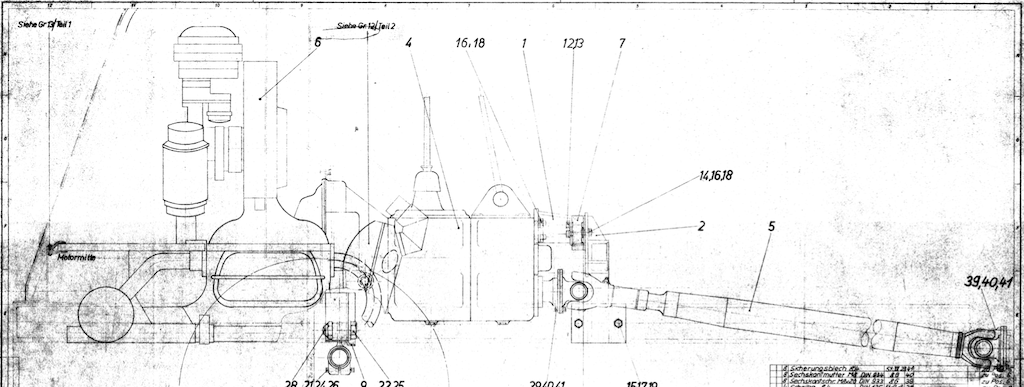
Bei der Draisine haben wir die Pedalerie und die Halterung für die Drehwende-Vorrrichtung abgebaut. Nach dem Ausbau der beiden Radsätze und von Motor und Getriebe kann der Rahmen zum Sandstrahlen gehen. Unter der Haube vorn hinten sichtbar: Das Prometheus-Schalt- und -Wendegetriebe, davor der "verkehrtherum" eingebaute VW Industriemotor.

Der Antriebstrang in einer FKF-Fabrikzeichnung. Neben dem VW-Industriemotor hat FKF auch für die Getriebehalterungen auf Teile aus dem VW Programm zurückgegriffen. Die Gummi-Metall-Elemente können deshalb als Neuteil bei Ersatzteilhändlern für VW Käfer für unter 10 € gekauft werden. Eine aufwändige Einzelanfertigung ist deshalb nicht erforderlich.
29. November 2022: Befundung Bielefelder Weyer-Wagen (III)
Im dritten Teil der Befundung beschäftigen wir uns mit der Kastensubstanz.
Nach dem Enfernen der MDF-Platte an der Seitenwand. Die Füllung über dem Fenster haben wir herausgenommen ...<brclass="responsive" /><brclass="responsive" />
... und andersherum wieder eingesetzt. Das Profil der Bretter mit Nut und Feder sowie einem eingefrästen Halbrund entspricht denen, die längs unterhalb der Fenster verbaut sind. Lackiert ist die einstige Vorderseite in einem hellen Braunton.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Der Wagen wies keine Deckenleuchten mehr auf, die Einbauorte der Leuchten waren mit runden MDF-Deckeln vernagelt. Darunter kamen Klemmsteine der Elektrik zum Vorschein.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Nach dem Entfernen der Deckenverkleidung im Bereich des Oberlichts ist die ursprüngliche Elektrik (im Panzerrohr) sowie Holzuntersätze zur Aufnahme der Deckenleuchten noch vorhanden; die neue Elektrik (Kabel gewebeisoliert) lieblos danebengetackert.
Kollege Benni hat ein Seitenwandblech demontiert; die Substanz des Wagenkastens ist besser als von uns erwartet.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Der Wasserfangkasten unter dem ersten Fenster ist zwar gut gefüllt mit den Hinterlassenschaften zahlreicher Reisender, aber noch gut erhalten.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Der zweite Fensterschacht: Auch hier ist der Wasserfangkasten gut, aber im Brüstungsbereich des Fensters gibt es die erwartbaren Witterungsschäden. Die mit den Ständern des Kastens verzapfte horizontale Brüstungsleiste ist am Außenwandblech hängengeblieben. Es bleibt zu hoffen, daß man in die Ständer Reparaturstücke einleimen kann; die sehen ansonsten nämlich noch ganz gut aus.

Soviel zur Befundung des Bielefelder Weyer-Personenwagens. Das Projekt soll im Jahr 2023 angegangen werden.
28. November 2022: Befundung Bielefelder Weyer-Wagen (II)
Weiter geht es mit der Befundung des Wagens BK 7. <brclass="responsive" />
Nach dem Entfernen einer MDF-Platte am Oberlicht des Wagens: Sichtbar wird die erhalten gebliebene Wandfüllung zwischen Stirnwand und erstem Oberlichtfenster.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Ein Oberlichtfenster mit weiß überlackierter Klarglasscheibe. Bei den Bielefelder Wagen werden die Fenster nicht an einer Schmalseite angeschlagen und nach außen aufgestellt, sondern um die lange Mittelachse gedreht! Reste eines baugleichen Scharnieres wie hier auf dem Bild haben wir an einem weiteren Fenster gefunden, das mit einer MDF-Platte abgedeckt war. Die Bielefelder Wagen haben also keine Fensteraufsteller wie die nach Borkum direkt gelieferten Wagen gleichen Fabrikats! Öffnungsfähig waren vermutlich 4 Fenster pro Seite, also insgesamt 8. Da die Bielefelder Wagen ein paar cm niedriger sind als die Borkumer, kann man die Oberlichtfenster auch direkt mit der Hand erreichen.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Nach dem Entfernen der Deckenverkleidung kommt auch hier Originalsubstanz zum Vorschein.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Die Anstrichqualität ist allerdings wirklich kritikwürdig. Wenn es nach gerade einmal 120 Jahren Gebrauch schon so abblättert ist das definitiv ein Fall für eine Reklamation!<brclass="responsive" /><brclass="responsive" />
Morgen geht es weiter mit Teil 3.
27. November 2022: Befundung Bielefelder Weyer-Wagen (I)
Vor Beginn einer Fahrzeugaufarbeitung steht zuerst einmal eine tiefgreifende Befundung des Objekts. Bei unseren Weyer-Personenwagen, die zuletzt auf der Borkumer Kleinbahn
in Betrieb waren, aber ursprünglich von den Bielefelder Kreisbahnen stammen ahnten wir schon, daß sich unter den weiß lackierten Holzbeplankungen der Seiten- und Stirnwände noch Teile der ursprünglichen Wandgestaltungen befinden.
Gewißheit hatten wir jedoch nicht. Also wurde nun der Wagen BK 7, später Borkumer Kleinbahn 102, eingehend untersucht. Zum ersten Advent, wenn auch schon vor dem 1.12., haben wir also ein paar Türchen aufgemacht.
Wir haben zunächst die Lichtschalter-Rosette abmontiert und diese heute einer kleinen Kur mittels Heißluftpistole unterzogen:
Unter 2 Schichten weißem Lack kommt eine gut erhaltene Messing-Schalterblende zum Vorschein - sogar noch mit Resten eines Zaponlack-Überzuges.
Das Cellophan-Fensterchen ist wieder durchsichtig und gibt den Blick auf die emaillierte Schaltzustandsanzeige frei. <brclass="responsive" /><brclass="responsive" />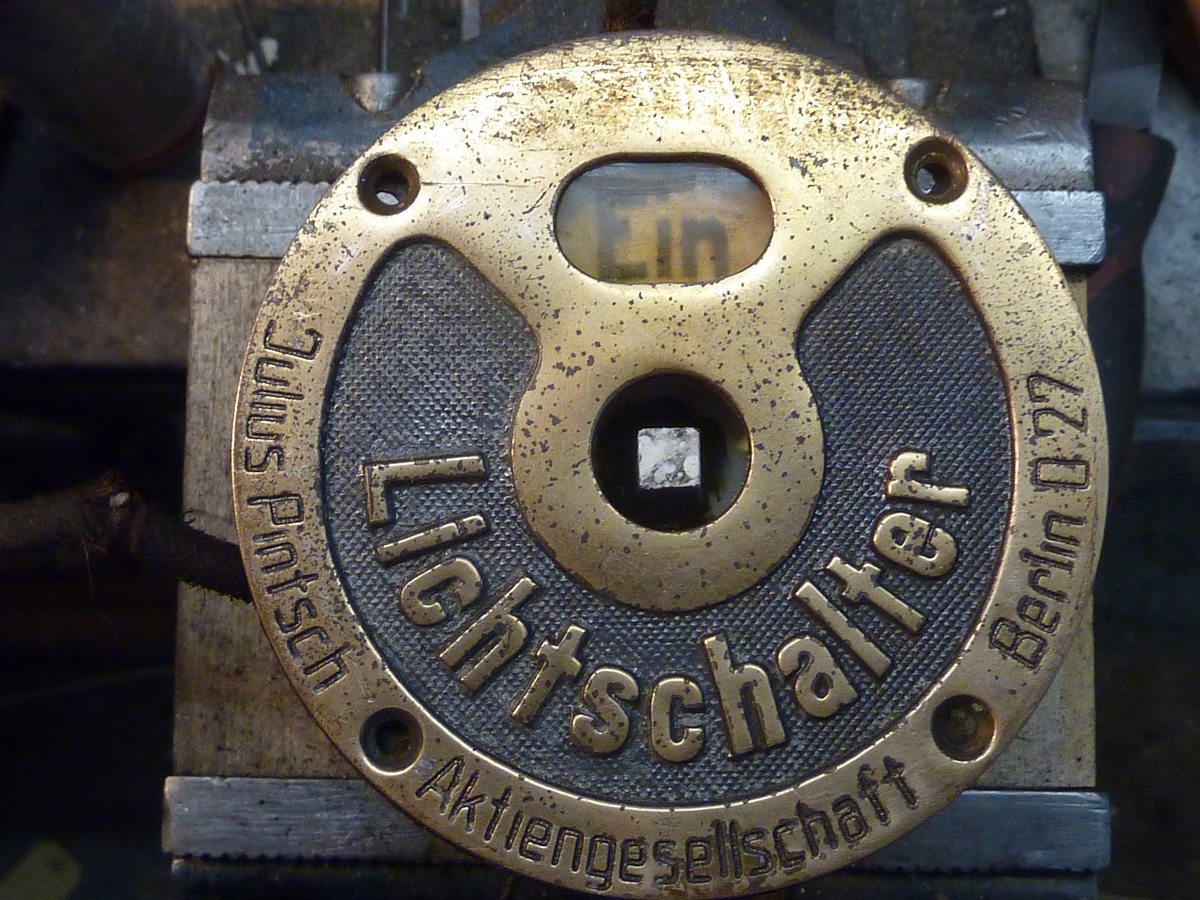 <brclass="responsive" />
<brclass="responsive" />
Wir haben dann anschließend an der Stirnwand über der Eingangstür die MDF-Platte abgenommen. <brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Man erkennt folgendes: Der Schalter hat mal an einer anderen Stelle gesessen, und die Stirnwand war offenbar mal klar lackiert, bevor sie irgendwann einen weißen Anstrich erhalten hat und
später hinter der MDF-Platte versteckt worden ist. Die Fichtenholzleisten, auf die die MDF-Platte genagelt worden ist, wurden "ohne Rücksicht auf Verluste" auf die noch im Ursprungszustand
erhaltene Stirnwand genagelt; hierzu wurden Aussparungen in die Profilleisten gestemmt. Die Füllungen selber scheinen noch in Ordnung zu sein.
Die weitere Demontage sollte also möglichst schonend erfolgen, wenn man wenigstens noch die Füllungen retten will.<brclass="responsive" /><brclass="responsive" /> <brclass="responsive" />
<brclass="responsive" />
Die Stirnwandfüllung im Detail: Deutlich erkennbar ist die Zerstörung der Profilleisten, die den später aufgesetzten Stäben im Weg waren. Da ist Fingerspitzengefühl gefragt.

Der freigelegte Lichtschalter mit Sicherungssockel (wo der mal gesessen hat?). Unter 2 Schichten Weiß gibt es erkennbare Klarlack-Reste.

Fortsetzung folgt schon morgen.