10. April 2023: Weitere Blecharbeiten am Sanddom der E.K.B. 14g
In der vorigen Woche war die Öffnung im Sandkasten für den zweiten Auslauftrichter dran. Die ausgebesserte Stelle wurde mit Markierungsfarbe eingesprüht und nach dem Trocknen die Öffnung auf dem Blech angerissen. Dann die Öffnung mit der Lochsäge grob vorgearbeitet und anschließend mit dem Schleifer passend aufgeschiffen. Probeweise wurde auch die Welle im Sandkasten montiert um zu sehen, ob wirklich alles so passt.

Das Außenblech vom Sandkasten ist jetzt soweit fertig und die Kontaktflächen innen zum Bodenteil wurden schonmal grundiert.

9. April 2023: Türen OEG 808
Die Holzrahmen der Türen vom OEG 808 werden eingepasst.

8. April 2023: Ventilationshebel für die Oberlichtfenster der Weyerwagen
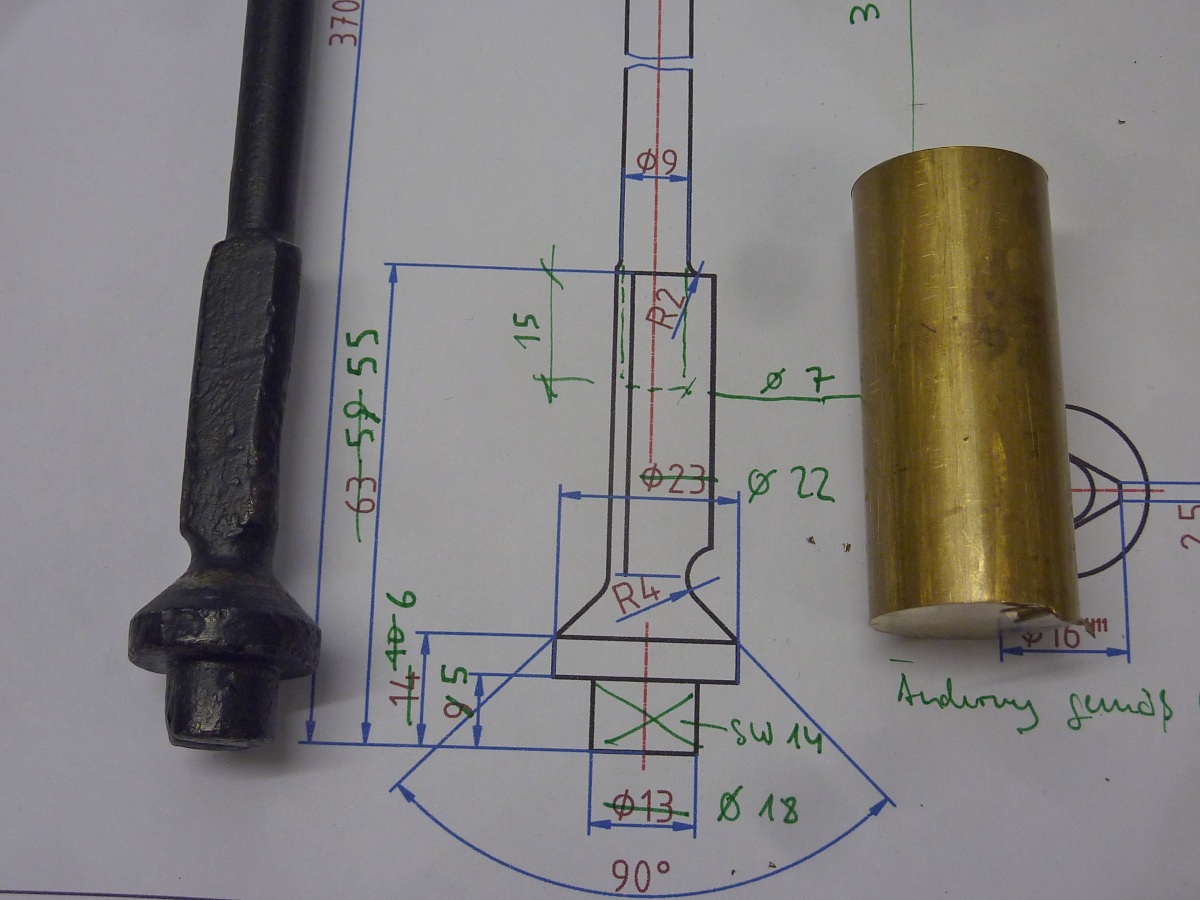
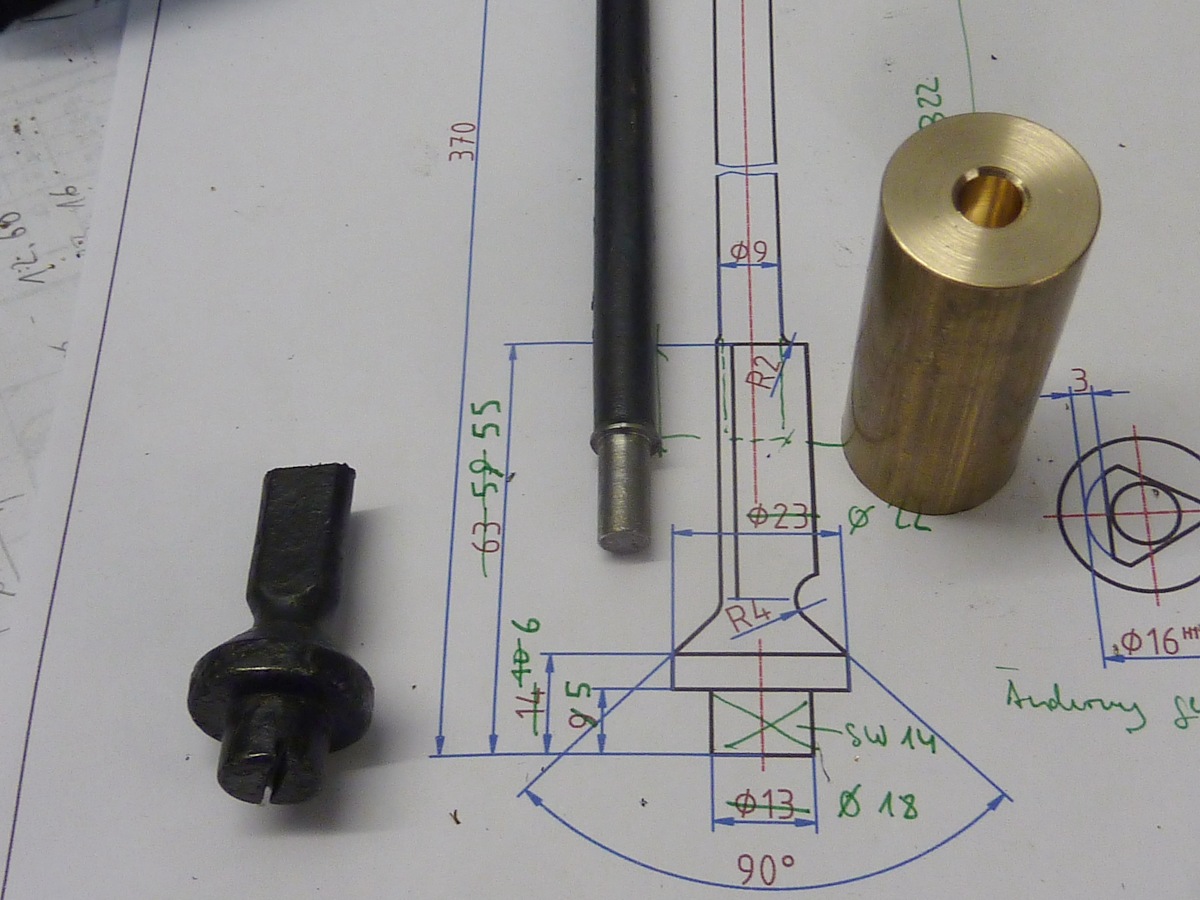
Vor ein paar Tagen haben wir ein Päckchen mit den Probeabgüssen für das Linksmodell des Ventilationshebels und den noch fehlenden Teilen (Stange, Scharnier) erhalten. Von Stange und Scharnier hat Thomas jeweils eines fertig bearbeitet.
Zuerst muss das Scharnier auf 4 Seiten winklig und auf Fertigmaß gefräst werden ...

... danach kann die Nut gefräst werden.

So sieht's zusammengebaut aus (Mitte):

7. April 2023: Dilling für die E.K.B. 14g
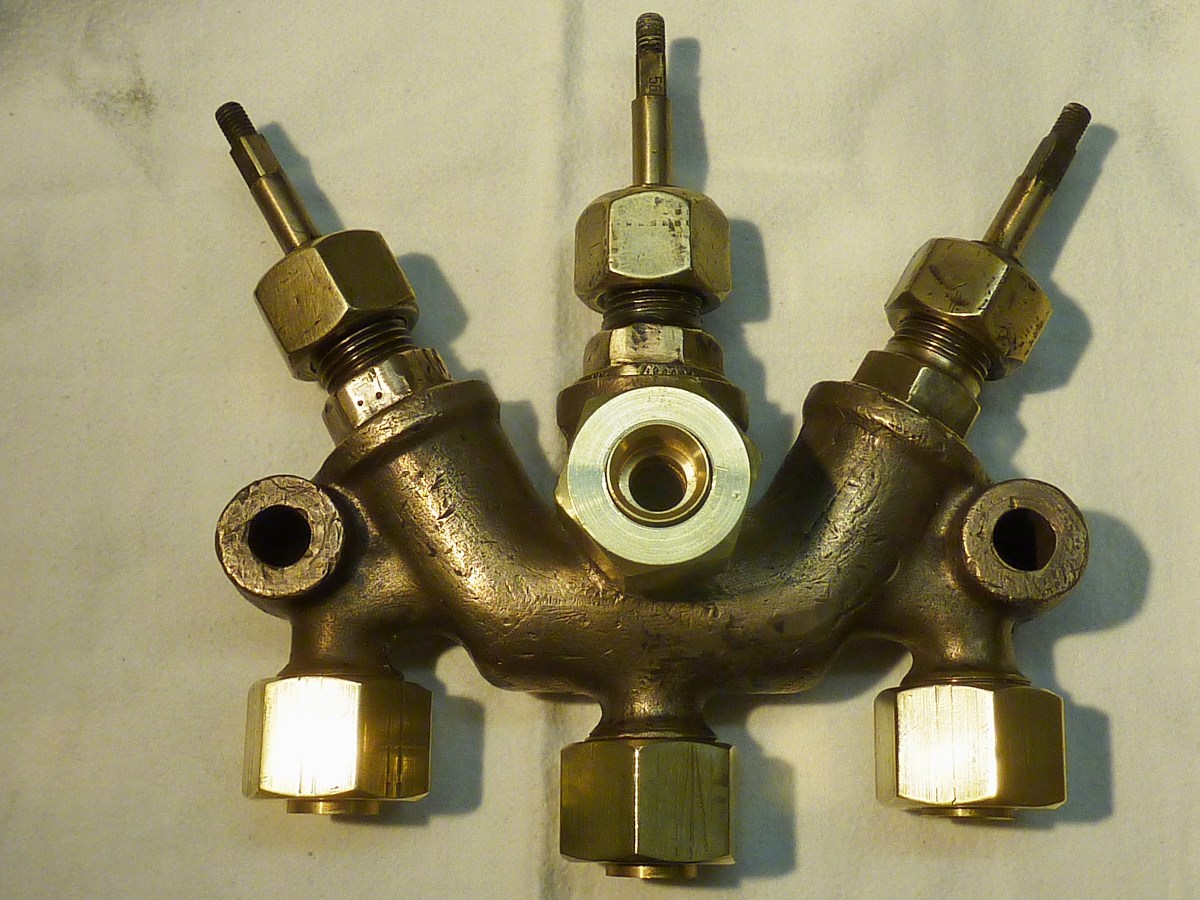
Der Dilling für die 14g ist fertig. Das von unserer Mudauer Lok stammende Dreiwegeventil sah auch innen noch sehr gut aus.
Wir haben nur die Spindeln neu verpackt, einen Vierkantansatz (für das Handrad) nachgearbeitet und die fehlenden Bundbuchsen und Überwurfmuttern ergänzt.
Das Schild haben wir noch von dem Flacheisen-Halter abmontiert und die Vertiefungen schwarz ausgelegt. Ob der Halter verwendet werden kann müssen wir sehen, wenn wir wissen, wo genau das Ventil auf der 14g angebaut wird.

6. April 2023: Spenglerarbeiten am Sanddom der E.K.B. 14g
Diese Woche ging es weiter mit dem Sandkasten der 14g. Nach weiteren Schweiß-, Schleif- und Bohrarbeiten konnte das Außenblech an den Gußboden festgeschraubt werden. An die Außenwand wurden dann 2 Blechstreifen angepunktet.

Dies ist eine Fummelarbeit, bis die angesetzten Blechstreifen und das alte Blech perfekt übereinander passen. Erst danach kann durchgeschweißt werden. Es folgt das Verschleifen der Naht und das Richten, weil sich das Blech beim Schweißen wieder verzogen hat.
5. April 2023: Pult und Lampe im Packabteil FKB 6
Das Pult hat im Packabteil vom FKB 6 seinen finalen Stellplatz gefunden, auch die zugehörige Petroleumlampe wurde zur Probe aufgehängt.

4. April 2023: Vorhänge im BPwPost FKB 6
Die Vorhänge für das Zweite-Klasse-Abteil vom FKB 6 sind da.

Neben der Wandlaterne sind auf diesen Bildern nicht weniger als 7 schon in früheren Beiträgen vorgestellte Nachgußteile zu sehen (Vorhanghalter, Gepäcknetzstützen, Aschenbecher).

3. April 2023: Fenstergitter im Postabteil FKB 6
Zum Schutz vor Diebstahl sind die Fenster in Postabteilen vergittert.

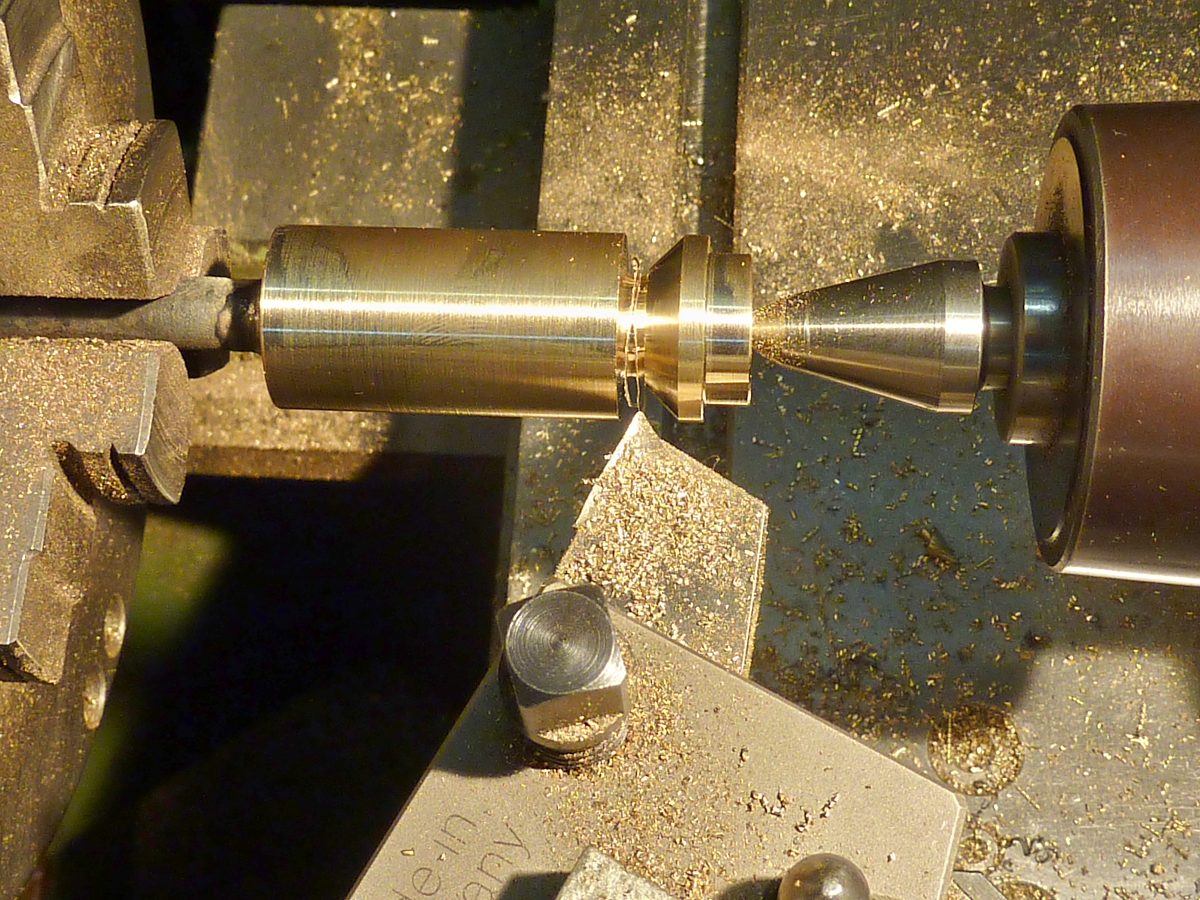
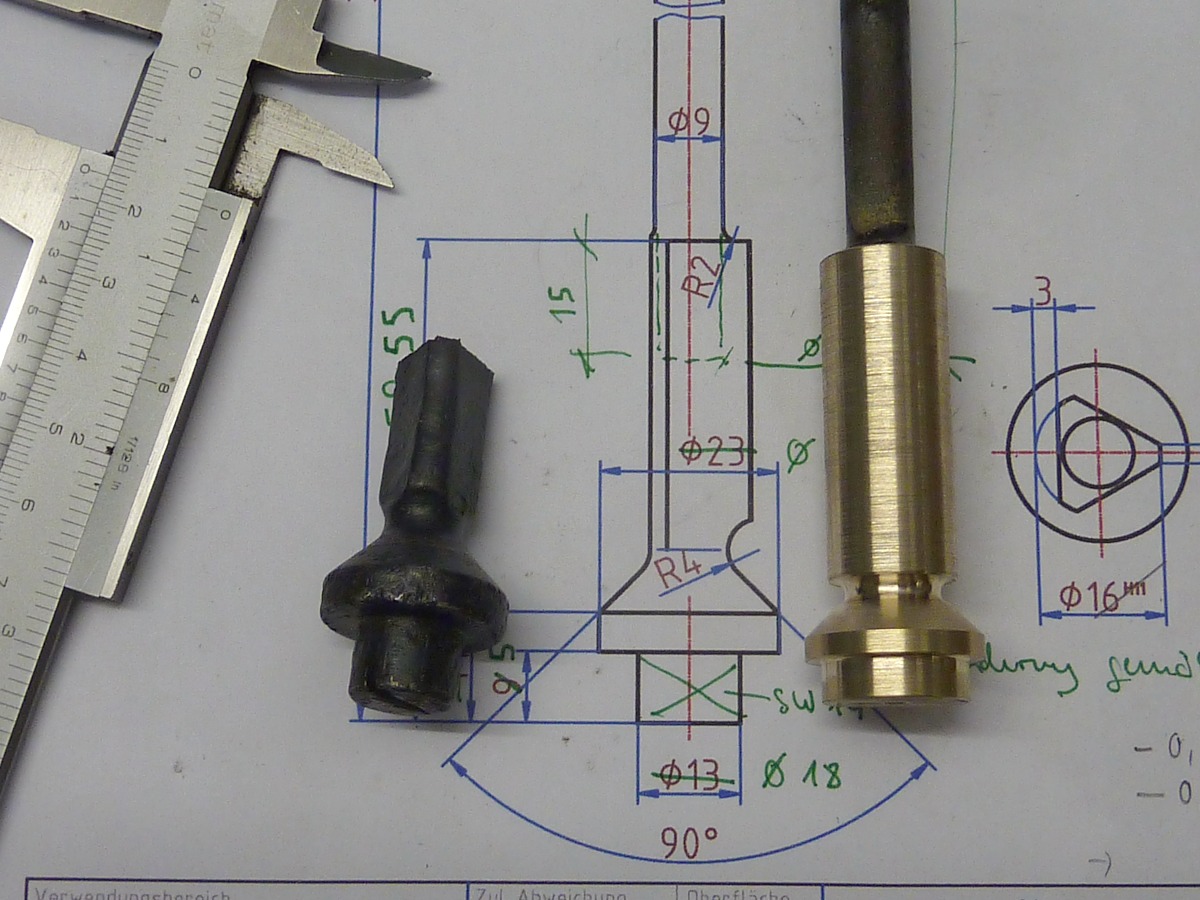
2. April 2023: Hahnscheiben für Tenderprobierhahn E.K.B. 14g
Für die Tenderprobierhähne der E.K.B. 14g fehlen noch Griffe und Hahnscheiben. Erster Bearbeitungssschritt für eine Hahnscheibe: Einstechen mit einem Radien-Formmeißel, nachdem das Rohteil innen durchbohrt wurde.

Dann: Ein zweites Mal einstechen und mit der Feile Außenradien anbringen, anschließend komplett abstechen.

Das Ganze neunmal ...

Jetzt muss die Bohrung noch zu einem Vierkant erweitert werden. Hierbei hilft der Vertikalstoßkopf auf der Fräsmaschine.

Fertig! Zum Vergleich eine alte Hahnscheibe, ein neuer und ein alter Probierhahn wollten auch noch mit aufs Foto ...

1. April 2023: Postschrank und Ofen im FKB 6
Der Postschrank und der Ofen sind im Postabteil vom FKB 6 aufgestellt.

Zwischen Postschrank und Wand wird noch ein Sackbrett montiert.
31. März 2023: Briefkästen für den BPwPost FKB 6
Die beiden Briefkästen sind im Rohzustand angepasst und der Verriegelungsmechamismus ist in Arbeit.


30. März 2023: Verbretterung OEG 808
Die Bodenbretter im OEG 808 sind verlegt und es geht jetzt mit den Seitenwänden weiter.

29. März 2023: Dampfpfeife RUR (III)
Weiter mit dem Ventileinsatz: Jetzt noch ein wenig fräsen ...

... fertig!

28. März 2023: Dampfpfeife RUR (II)
Die Pfeifenspindel musste auch aufgearbeitet werden: Der Führungsteil an der Spindel ist stark abgezehrt und bedarf des Ersatzes.
Hierzu wird das Ende der Spindel kurzerhand abgesägt, an den verbliebenen Teil ein Zapfen angedreht und an diesen ein neues Spindelende angelötet:
Weiter geht es auf der Drehmaschine, wo ein neuer Ventilkegel hergestellt wird.
So langsam erkennt man, was es werden soll:
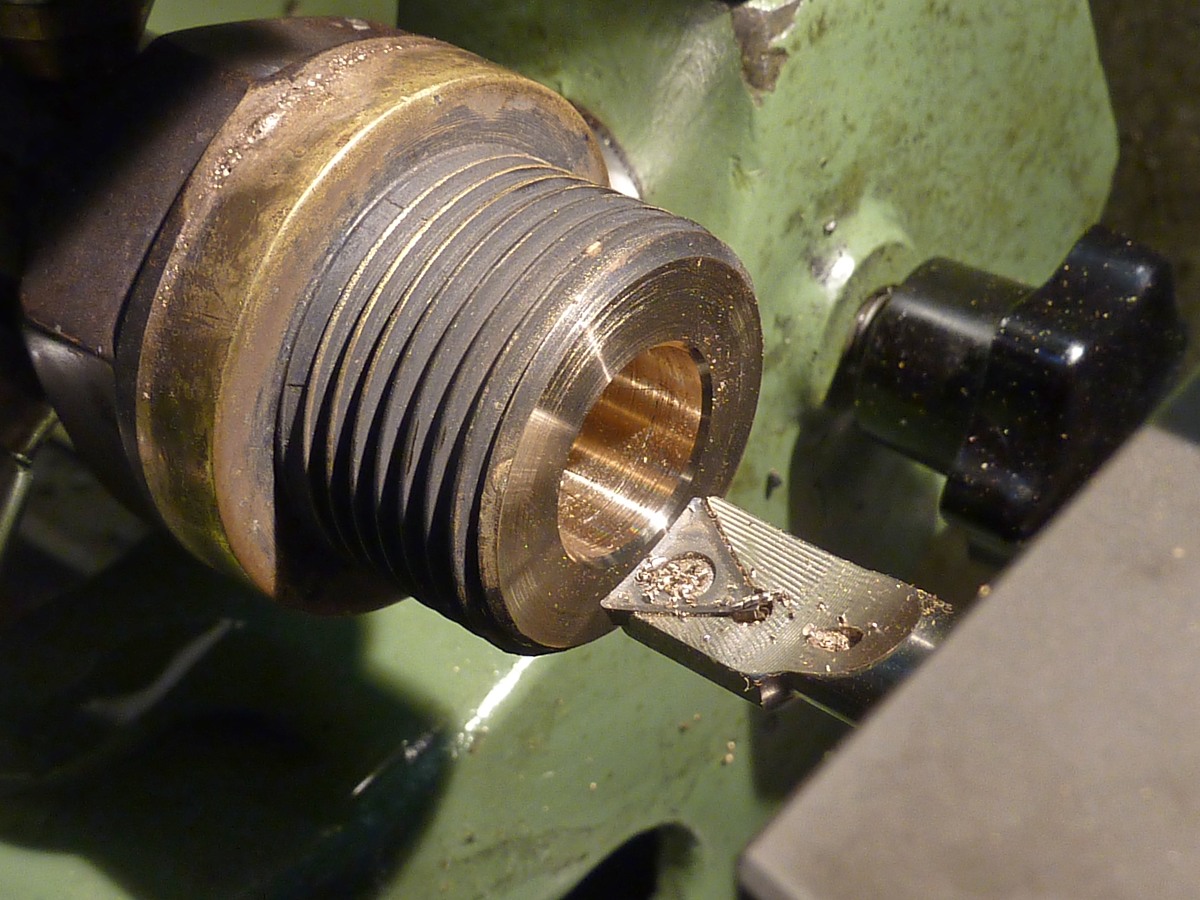
27. März 2023: Dampfpfeife RUR (I)
An der für die RUR vorgesehenen Dampffeife wurde der Ventilsitz überarbeitet. Das Pfeifenunterteil musste mit der feststehenden Lünette abgestützt werden, weil es sich nur ungünstig spannen ließ:

Es wurde ein Absatz an Stelle des verschlissenen Ventilsitzes eingearbeitet ...

... und ein Ring angefertigt, der ...

... in den Absatz eingelötet wurde (untenstehendes Foto noch vor dem Verlöten).

Das Ganze wird dann plangedreht und ein neuer Ventilsitz eingebracht.
26. März 2023: Sandkasten E.K.B. 14g
Die Reparaturarbeiten am Sandkasten der 14g gehen weiter.


25. März 2023: Kohlenkastendeckel E.K.B. 14g
Auch der Deckel des Kohlenkastens im linken Tender der E.K.B. 14g hat seinen Platz gefunden.

24. März 2023: "Innen-Arbeiten" in den Wasserkästen der E.K.B. 14g
Innen im Wasserkasten mussten, unter sehr beengten Platzverhältnissen, an Blechstößen und Fugen ausgetretene Farb- und Leinenstreifenreste entfernt und die Nietköpfe mit Rostschutzfarbe grundiert werden.

23. März 2023: Deckel Wasserkästen E.K.B. 14g
Die Deckel der Einlassöffnungen der Wasserkästen sind ausgerichtet und montiert.

Durch zwei Anschläge wird der geöffnete Deckel gehalten und so später nicht gegen die Kesselverkleidung knalllen.

21. März 2023: Regler DHHU 20
Der Regler der DHHU 20 ist zerlegt und geht jetzt zunächst mal zum Strahlen.

20. März 2023: Fenster BPwPost FKB 6
Die lackierten Fensterrahmen sind verglast und im FKB 6 eingebaut. Die Außenfensterbretter wurden zum Wagenkasten hin abgedichtet.

19. März 2023: Sekretär für Postabteil BPwPost FKB 6
Der Sekretär für das Postabteil ist im Rohbau fertig. Oben die Sortierfächer für die Briefe...
... und darunter das aufgeklappte Schreibbrett.

18. März 2023: Möblierung 2. Klasseabteil BPwPost FKB 6
Das 2.Klasse-Abteil ist bis auf die Gardinen und ein paar Eckleisten fertig eingerichtet.


Die Klemmschutzleisten an beiden Außentüren samt Abdeckrahmen sind montiert - da werden noch die Schrauben ausgetauscht.

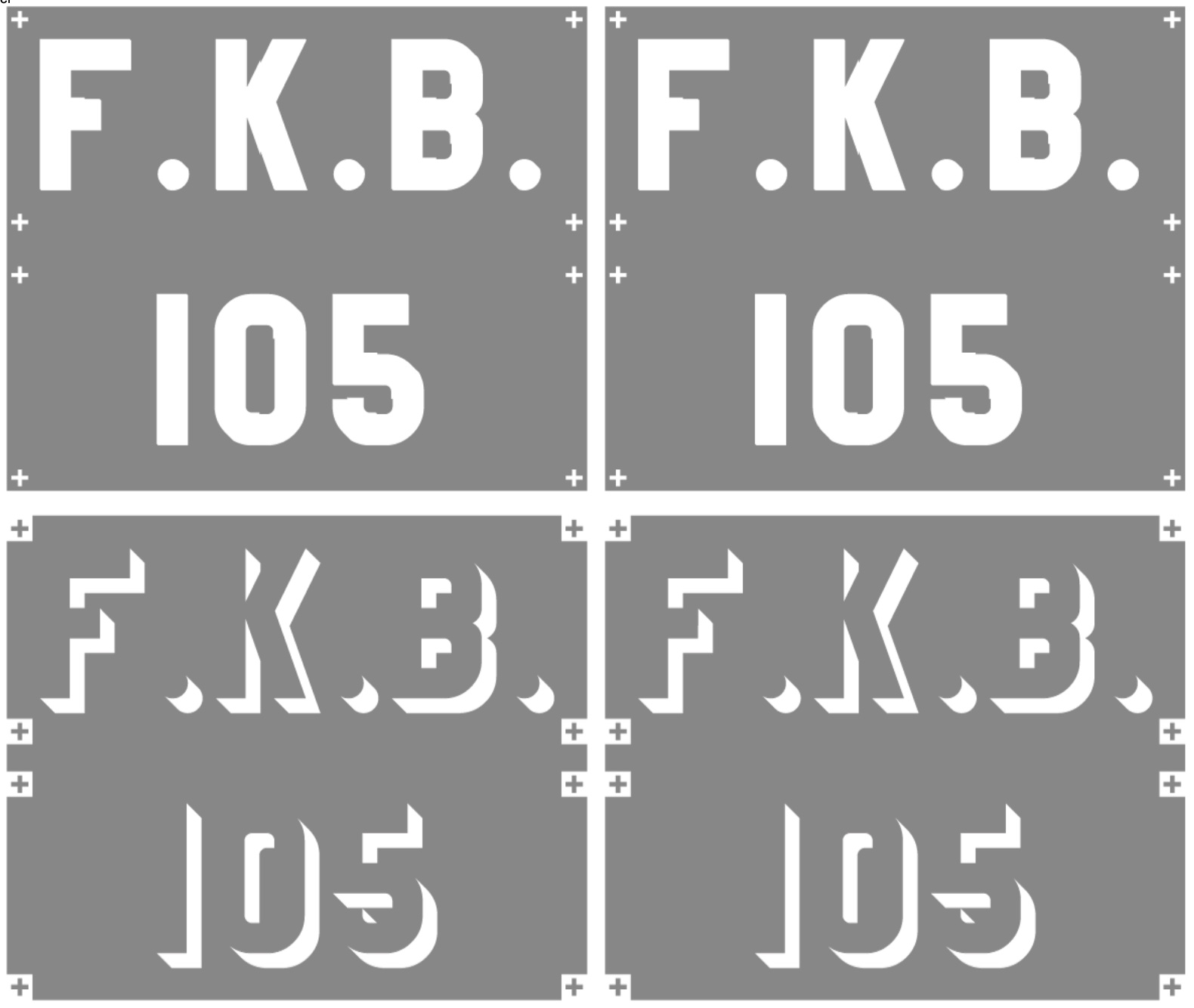
17. März 2023: Optimierung Beschriftung Fahrzeuge
Demnächst steht die Beschriftung vom FKB 6, FKB 10 und FKB 105 an. Gegenüber der Beschriftung der O-Wagen im letzten Jahr werden die Folien-Schablonen noch etwas optimiert: Die Passkreuze für die Schattenschrift sind mal positiv, mal negativ ausgeführt. Parallel testen wir eine andere Folie aus, die laut Dienstleister für den vorgesehenen Anwendungszweck noch besser geeignet ist.

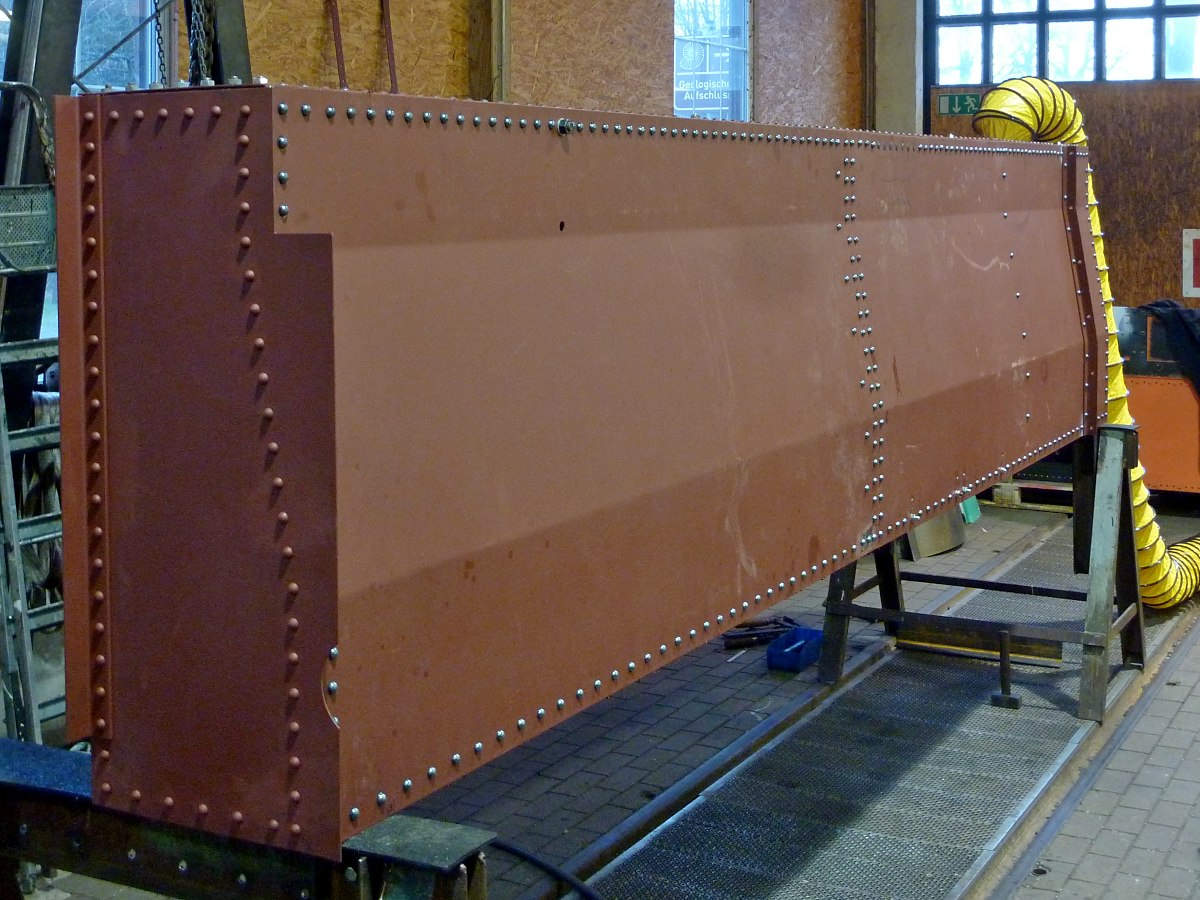
16. März 2023: Abschluss Nietarbeiten Wasserkästen E.K.B. 14g
Am Montag ist der linke Wasserkasten fertiggeworden - der gelbe Schlauch sorgte für frische Luft im Wasserkasten: Das Einsetzen der warmen Niete führt zu Rauchentwicklung (verbrennende Farbe im Bereich der Nietlochbohrung), wodurch die Notwendigkeit einer Belüftung bestand. Ein Gebläse saugt über den Schlauch verrauchte Luft ab, von unten kann frische Luft nachströmen.

Dienstag ging es mit der Rückwand des rechten Wasserkastens weiter.

Infolge der schräg ausgeführten Seitenwand des Kastens (dieser muss im unteren Teil schmaler als der linke Kasten sein, da die Umsteuerwelle der Lok dahinter ihren Platz finden muss) musste eine ebenso geneigte Fläche zum Ansetzen des Gegenhalters geschaffen werden. Hier kam dann das vor einigen Tagen auf der Fräse gezeigte Holz zum Einsatz. Die beengten Platzverhältnisse im Inneren des Kastens lassen sich erahnen.

Am Dienstag kurz nach 18 Uhr: Fertig!