
22. April 2023: Endspurt Wasserkästen E.K.B. 14g
Für den Vorreiber einer Wasserklappe wurde ein Aufnahmebolzen gedreht und montiert.
 <brclass="responsive" />
<brclass="responsive" />
Die letzten Restarbeiten wie die Montage der Griffstangen laufen. In den nächsten Tagen werden die Wasserkästen im Magazin eingelagert und dafür der Lokkasten der RUR nach Hüinghausen kommen.<brclass="responsive" /><brclass="responsive" />
21. April 2023: Deckel Sandkasten E.K.B. 14g
In den Deckel musste noch ein weiterer Flicken eingesetzt werden.
Grundiert und montiert.

20. April 2023: Rostschutz Wasserkästen E.K.B. 14g
Zum Grundieren der noch ungeschützten Nietköpfe wurden die Wasserkästen der 14g mehrmals gedreht. Hier jetzt der Kohlen- und Wasserkasten der Heizerseite in Einbauposition mit montierten Deckeln. Die Führerhaus-Seitenwand im hinteren Bereich des Kohlenkastens wird erst bei der Endmontage der Lok angebracht.

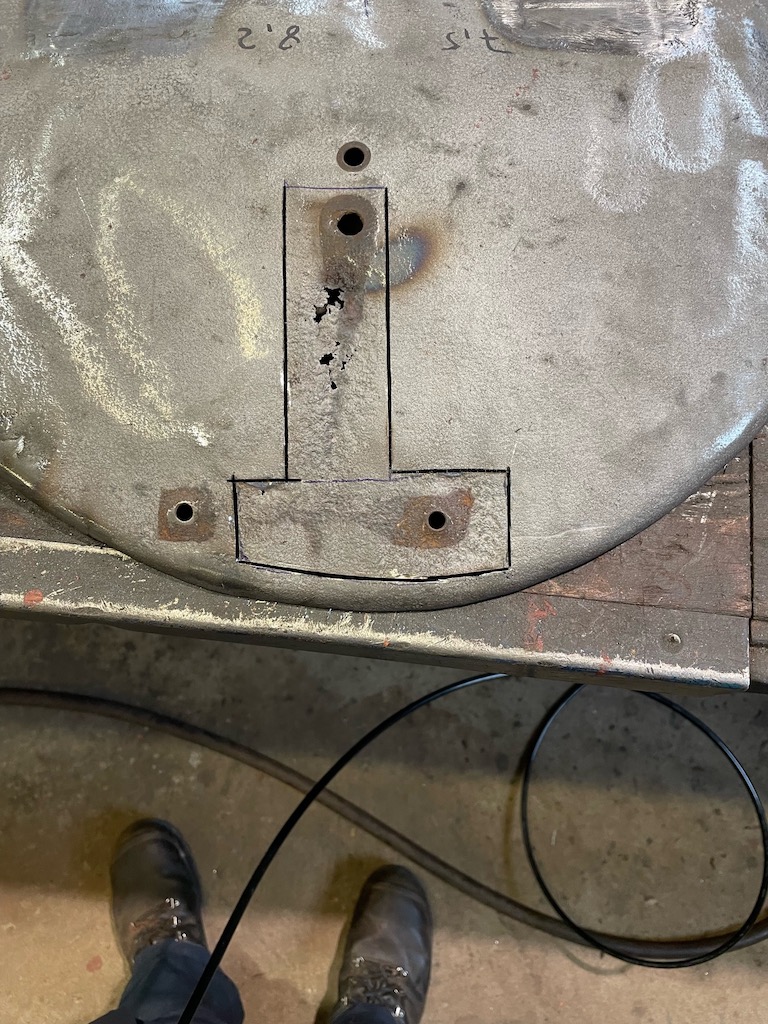
19. April 2023: Instandsetzung Deckel Sandkasten E.K.B. 14g
Beim Sandkastendeckel wurden die demontierten Scharniere mit dem Brenner wieder gangbar gemacht. Außerdem musste ein Scharnier noch aufgeschweißt werden, weil irgendwann jemand mal mit der Flex reingeschnitten hatte.
 <brclass="responsive" />
<brclass="responsive" />
Am Deckel selber wurden dann erst mal Risse (im Bild am Rand unterhalb der ",7,5" und "8,2") zugeschweißt und sauber geschliffen. Dann kamen mutige Schitte ins Blech und die korrodierten Bereiche um die Schanierauflagen wurden herausgeschnitten,....

... zwei Reparaturbleche zugeschnitten, gebogen und im Deckel festgepunktet,...

...die Nähte sauber durchgeschweißt....

... und zum Schluß sauber geschliffen und auf die richtige Länge abgeschnitten. <brclass="responsive" /><brclass="responsive" /> <brclass="responsive" /><brclass="responsive" /><brclass="responsive" />
<brclass="responsive" /><brclass="responsive" /><brclass="responsive" />
18. April 2023: Dampfentnahmeventil an Dampflok LEB 5
Schon vor einiger Zeit hatten wir in Zusammenarbeit mit der Museumsbahn Blonay - Chamby Ventilgehäuse neu gießen lassen. Nun konnten wir ein solches Gehäuse bearbeitet und an der Lokomotive LEB G 3/3 5 "Bercher" (Schmalspurbahn Lausanne - Echallens - Bercher) als Entnahmeventil für den Luftsauger angebaut betrachten. Diese 1890 von Grafenstaden erbaute Lokomotive wird momentan revidiert und soll in der anstehenden Sommersaison wieder dem Betrieb zur Verfügung stehen. Die Seitenwasserkästen sind aus diesem Grunde abgebaut und geben den Blick auf die Seiten des Kessels frei. Die "Putzgrenze", ab der der Kessel normalerweise nicht erreichbar ist, ist klar erkennbar.
Um dem guten Allgemeinzustand der Lok zu entsprechen, muß das Gußgehäuse nach seiner Inbetriebnahme aber noch auf Hochglanz poliert werden.

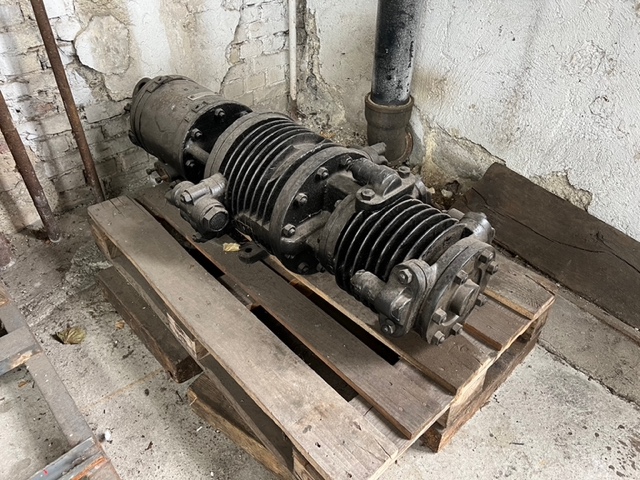
17. April 2023: Luftpumpe für die nächste Dampflok
Bereits im letzten Jahr konnten wir eine Luftpumpe in der alten Ausführung mit Hohlventilen in Augsburg erwerben. Da die Pumpe für den Paketversand zu schwer ist, eine Spedition recht teuer und ein separater Transport zu viel Zeit gekostet hätten, haben wir die Pumpe diese Woche bei einem Sammeltranport von und zu verschiedenen Werkstätten und Museumsbahnen aufgeladen. Besten Dank an Martin, der Urlaubstage und das Wochenende geopfert hat, um im Transporter über 2000 km abzuspulen.
Mit gleichem Transport trafen in unserem Bestand noch ein paar Ersatzteile von Streckenläutewerken ein.
16. April 2023: Ein unerwarteter Zugang von Gepäcknetzen
Vor etlichen Jahren hatte Kleinbaan von der Brohltalbahn das abgewrackte Fahrgestell des Personenwagens 51 der Birsigtalbahn gekauft. Um so größer war die Überraschung bei uns, als die Kollegen aus Brohl vor ein paar Wochen anriefen. Sie hatten beim Ausräumen eines Lager die beim Abwracken zur Seite gelegten und dann vergessenen Gepäcknetzhalter vom BTB 51 gefunden.

Wir konnten gestern die Gepäcknetze abholen. Mit Akkuschrauber und 17er Ringschlüssel konnten die Halter bequem in handliche Traglasten zerlegt werden und die Ladung passte kompett in den Kombi. Auch das Wetter spielte mit: Der Regen setzte erst 15 Minuten nach Einladen der Teile ein.

15. April 2023: Mantelblech Sandkasten E.K.B. 14g und nächste Baustelle
Beim Sandkasten der 14g haben wir das Mantelblech wieder mit dem Boden verbunden. Die Verbindungsstelle zwischen Blech und Boden wurde versiegelt, damit kein Dreck bzw. Sand mehr in den Spalt fallen kann.

Als Nächstes wird uns der Deckel des Sandkasten beschäftigen. Erst mal die Nieten weggeschliffen, damit die Beschläge vom Blech gelöst werden können. Wie unschwer zu erkennen ist: Auch hier erwarten uns anspruchsvolle Spenglerarbeiten....

14. April 2023: Postschrank mit Lampe im FKB 6
Das Schreibbrett im Postabteil vom FKB 6 hat seinen ersten Praxistest bestanden!

Und für die Arbeit nach Sonnenuntergang sind wir auch gerüstet.

13. April 2023: BPwPost FKB 6: Trari, Trara - die Post ist da!
Die Briefkästen im FKB 6 sind lackiert und mit der Verriegelung versehen.

Zur Anfertigung des zugehörigen Messinggestänges war zum Reverse-Engineering ein intensives Studium von Zeichnungen und alten Fotos erforderlich.


12. April 2023: Größe Steuerventile Bremse - die Ausnahme von der Regel
Die Größe von Bremszylindern wird bei Eisenbahn über die Durchmesser in Zoll angegeben; also Bremszylinder Größe 8 = Durchmesser 8" = 203 mm. Zum einem Bremszylinder 8" gehört ein Steuerventil der Größe 8 - normalerweise.
Unter dem OEG 808 ist aber ein stehender 8" Bremszylinder eingebaut. Dieser hat einen kurzen Hub verglichen mit dem langen Hub eines liegenden Bremszylinder der Regelbauart. Zum einem kurzhubigen Bremszylinder 8" gehört ein Steuerventil der Größe 6. Nachzulesen in den älteren Ausgaben des Handbuchs "Bremstechnische Werte für Eisenbahnfahrzeuge" der Knorr Bremse.
Hier das Einfachsteuerventil der Größe 6 für den OEG 808.
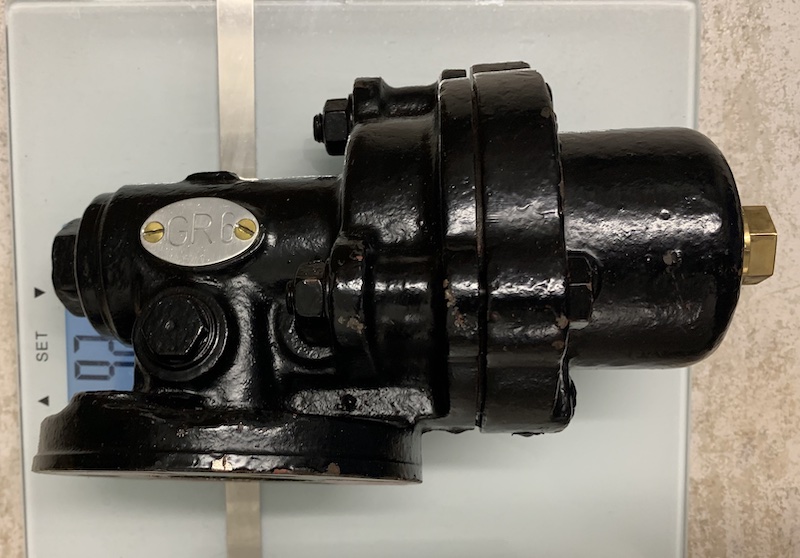
11. April 2023: Zentrifugalfilter für OEG 808
Beim OEG 808 war vor der Aufarbeitung die Druckluftbremse ausgebaut. In die neue Druckluftleitung wird als Wasserabscheider ein Zentrifugalfilter eingebaut, der sich in unserem Magazin fand.

10. April 2023: Weitere Blecharbeiten am Sanddom der E.K.B. 14g
In der vorigen Woche war die Öffnung im Sandkasten für den zweiten Auslauftrichter dran. Die ausgebesserte Stelle wurde mit Markierungsfarbe eingesprüht und nach dem Trocknen die Öffnung auf dem Blech angerissen. Dann die Öffnung mit der Lochsäge grob vorgearbeitet und anschließend mit dem Schleifer passend aufgeschiffen. Probeweise wurde auch die Welle im Sandkasten montiert um zu sehen, ob wirklich alles so passt.

Das Außenblech vom Sandkasten ist jetzt soweit fertig und die Kontaktflächen innen zum Bodenteil wurden schonmal grundiert.

9. April 2023: Türen OEG 808
Die Holzrahmen der Türen vom OEG 808 werden eingepasst.

8. April 2023: Ventilationshebel für die Oberlichtfenster der Weyerwagen
Vor ein paar Tagen haben wir ein Päckchen mit den Probeabgüssen für das Linksmodell des Ventilationshebels und den noch fehlenden Teilen (Stange, Scharnier) erhalten. Von Stange und Scharnier hat Thomas jeweils eines fertig bearbeitet.
Zuerst muss das Scharnier auf 4 Seiten winklig und auf Fertigmaß gefräst werden ...

... danach kann die Nut gefräst werden.

So sieht's zusammengebaut aus (Mitte):

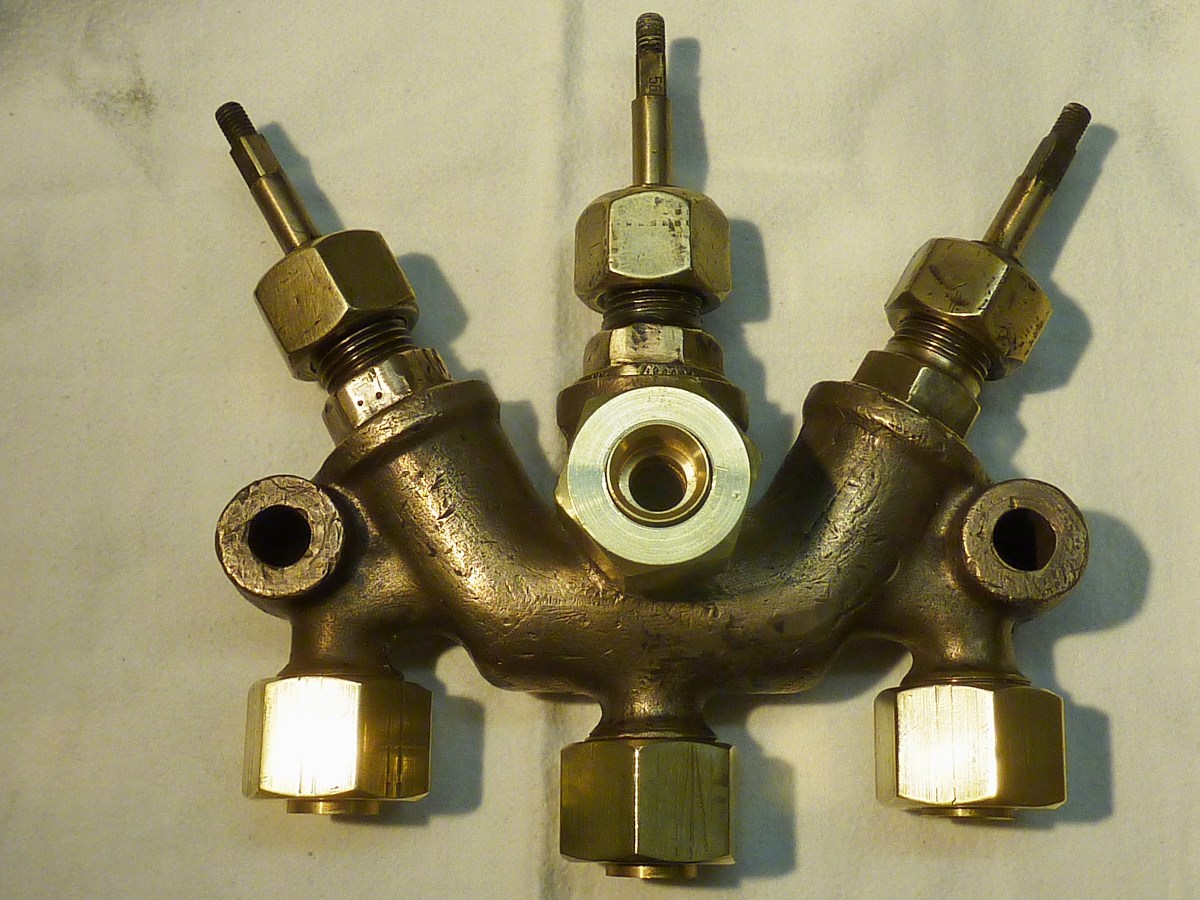
7. April 2023: Dilling für die E.K.B. 14g
Der Dilling für die 14g ist fertig. Das von unserer Mudauer Lok stammende Dreiwegeventil sah auch innen noch sehr gut aus.
Wir haben nur die Spindeln neu verpackt, einen Vierkantansatz (für das Handrad) nachgearbeitet und die fehlenden Bundbuchsen und Überwurfmuttern ergänzt.
Das Schild haben wir noch von dem Flacheisen-Halter abmontiert und die Vertiefungen schwarz ausgelegt. Ob der Halter verwendet werden kann müssen wir sehen, wenn wir wissen, wo genau das Ventil auf der 14g angebaut wird.

6. April 2023: Spenglerarbeiten am Sanddom der E.K.B. 14g
Diese Woche ging es weiter mit dem Sandkasten der 14g. Nach weiteren Schweiß-, Schleif- und Bohrarbeiten konnte das Außenblech an den Gußboden festgeschraubt werden. An die Außenwand wurden dann 2 Blechstreifen angepunktet.

Dies ist eine Fummelarbeit, bis die angesetzten Blechstreifen und das alte Blech perfekt übereinander passen. Erst danach kann durchgeschweißt werden. Es folgt das Verschleifen der Naht und das Richten, weil sich das Blech beim Schweißen wieder verzogen hat.
5. April 2023: Pult und Lampe im Packabteil FKB 6
Das Pult hat im Packabteil vom FKB 6 seinen finalen Stellplatz gefunden, auch die zugehörige Petroleumlampe wurde zur Probe aufgehängt.

4. April 2023: Vorhänge im BPwPost FKB 6
Die Vorhänge für das Zweite-Klasse-Abteil vom FKB 6 sind da.

Neben der Wandlaterne sind auf diesen Bildern nicht weniger als 7 schon in früheren Beiträgen vorgestellte Nachgußteile zu sehen (Vorhanghalter, Gepäcknetzstützen, Aschenbecher).

3. April 2023: Fenstergitter im Postabteil FKB 6
Zum Schutz vor Diebstahl sind die Fenster in Postabteilen vergittert.

2. April 2023: Hahnscheiben für Tenderprobierhahn E.K.B. 14g
Für die Tenderprobierhähne der E.K.B. 14g fehlen noch Griffe und Hahnscheiben. Erster Bearbeitungssschritt für eine Hahnscheibe: Einstechen mit einem Radien-Formmeißel, nachdem das Rohteil innen durchbohrt wurde.

Dann: Ein zweites Mal einstechen und mit der Feile Außenradien anbringen, anschließend komplett abstechen.

Das Ganze neunmal ...

Jetzt muss die Bohrung noch zu einem Vierkant erweitert werden. Hierbei hilft der Vertikalstoßkopf auf der Fräsmaschine.

Fertig! Zum Vergleich eine alte Hahnscheibe, ein neuer und ein alter Probierhahn wollten auch noch mit aufs Foto ...

1. April 2023: Postschrank und Ofen im FKB 6
Der Postschrank und der Ofen sind im Postabteil vom FKB 6 aufgestellt.

Zwischen Postschrank und Wand wird noch ein Sackbrett montiert.
31. März 2023: Briefkästen für den BPwPost FKB 6
Die beiden Briefkästen sind im Rohzustand angepasst und der Verriegelungsmechamismus ist in Arbeit.


30. März 2023: Verbretterung OEG 808
Die Bodenbretter im OEG 808 sind verlegt und es geht jetzt mit den Seitenwänden weiter.

29. März 2023: Dampfpfeife RUR (III)
Weiter mit dem Ventileinsatz: Jetzt noch ein wenig fräsen ...

... fertig!
