
24. Juli 2024: Dachbretter PwPost BK 38
Die Dachbretter für den BK 38 sind gefertigt, d.h. zugeschnitten, für die Stahlfedern genutet, die Sichtseiten geschliffen, Fehlstellen gespachtelt und hellelfenbein (für innen) bzw. flaschengrün (für außen) grundiert.

23. Juli 2024: Beschlagteile Schiebetüren PwPost BK 38
Die Schiebetüren von unserem Bielefelder PwPost bekommen oben neue Knotenbleche. Die Originalteile waren nur noch "Blätterteig" und fehlten an einer Seite völlig.

Original sind die beiden Griffstangen. Diese waren - aus unbekannten Grund - auf beiden Seiten unterschiedlich lang.

Da die Orginal-Pfosten vom Aufbau in weiten Bereichen weggerostet waren, werden notwendige Feinarbeiten erst bei der Montage sichtbar. Damit die Türe vollkommen geöffnet werden kann, muss auf jeder Seite ein U-Profil für den Innengriff vom Schiebetürschloss etwas ausgeklinkt werden.

22. Juli 2024: Welle Aschkastenklappe RUR
Für die Welle der Aschkastenklappe wurden die Verbindungsmuffe und die Verlängerung gedreht und in der Muffe die Bohrungen für die Kegelstifte eingebracht.

Hier bei der Anprobe unter der Lok.

21. Juli 2024: Verbindungsschrauben Lokkasten RUR
Die Woche ging es weiter mit den Verbindungsschrauben des Lokkastens mit dem Rahmen: Aufschleifen/Aufbohren/Auffeilen der korrespondierenden Rahmenbohrungen, bis die Schraubenmontage möglich ist.

Nacharbeiten der Verdrehsicherungskerben der Schraubenköpfe, bzw Einsenkungen, bis Schraubenkopfsitz ausreichend gut sitzt.

Anfertigen von Ersatzschrauben für nicht mehr brauchbare Original-Schrauben, hier beim Nachdrehen des Gewindes und dem Planen des Kopfes.

Demontage der Schraubverbindungen damit nächste Woche der Lokkasten abgehoben und der Kessel aufgesetzt werden kann.

20. Juli 2024: Prüfhähne Kondensatbehälter RUR
Im Kühlbehälter haben wir die Löcher für die Prüfunghähne aufgebohrt, Gewinde rein geschnitten und probeweise die Hähne reingeschraubt. Jetzt passt alles und nächste Woche wird der Behälter zum Nieten und Beschichten wieder vom Rahmen abgehoben.

19. Juli 2024: Ausströmung Zylinderblock RUR
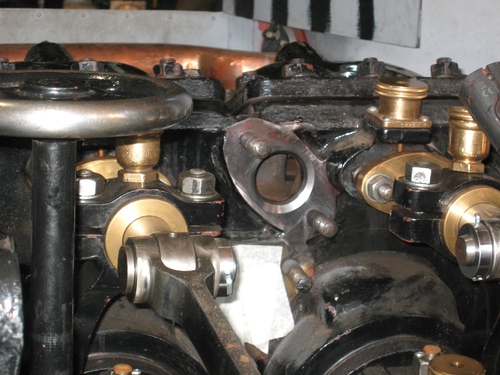
EWK war die Woche über in Hüinghausen, um mit einer mobilen Vorrichtung den Linsensitz der Ausströmung nachzuarbeiten.

Eine Stiftschaube vom Flansch musste noch ausgetauscht werden, da die alte Stiftschraube krumm war. Alte und neue Stiftschrauben nebeneinander und eingebaut.


18. Juli 2024: Schiebetüren PwPost BK 38
Die Herstellung der Funktionalität der Schiebetüren war aufgrund sehr alter und ein paar fehlender Teile nicht so einfach wie bei den letzten G-Wagen. Die Rollen mussten wir noch mal nachdrehen lassen, da sie durch das Grundieren und Lackieren nicht mehr auf die Schienen gepasst haben; ebenso mußten wir die Laufschiene an drei Stellen noch mal leicht in der Höhe korrigieren. Die aufrechten seitlichen Eisenbleche mit den Ösen für die Führungsstange waren teilweise so krumm, dass sie an den U-Profilen anschlugen und brauchten deshalb auch noch etwas Nacharbeit. Die unteren inneren Knotenbleche haben wir eingelassen und mussten dementsprechend Aussparungen für die seitlichen Bleche einarbeiten.



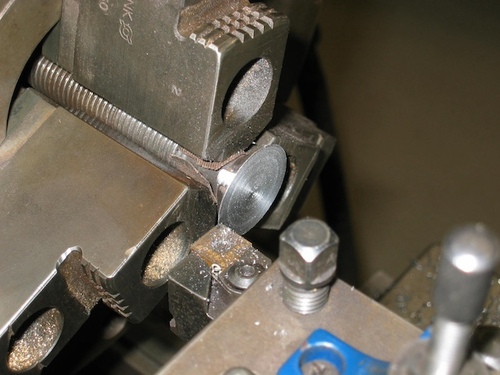
17. Juli 2024: Federspannschrauben Lok Mosbach Mudau 4
Aktuell sind für unsere Mudauer Lok die kurzen Federspannschrauben in Arbeit. Diese wurden (wie es die noch guten alten langen Spannschrauben haben) mit Gewinde W30x1/10" gefertigt. Die Köpfe der Brennteile müssen dann noch auf Maß gefräst werden.



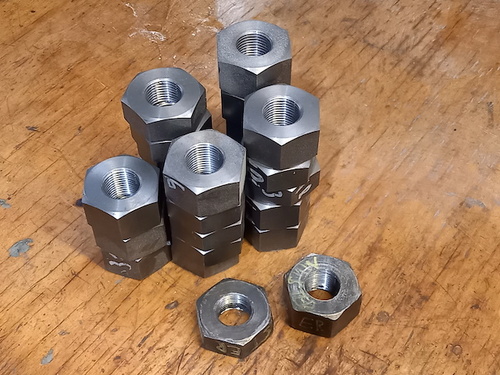
Die sehr kräftig dimensionierten Spannschraubenmuttern wurden nach den wohl einzig vom Ursprung her erhaltenen zwei Stück neu gefertigt.
16. Juli 2024: Aschkasten Lok Mosbach - Mudau 4
Fortschritte gibt es in Mönchengladbach bei EWK beim Bau des Aschkastens für unsere Mudauer Lok. Bearbeitung der Lager zu den Luftklappen und Funkensieben:

Vordere und hintere Luftklappe und ein Funkensieb:
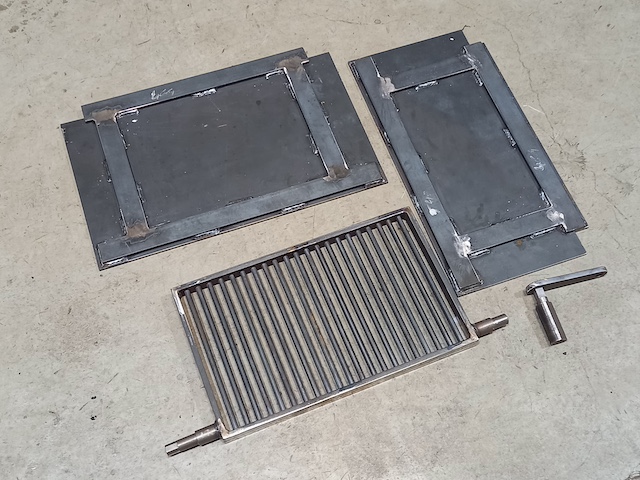
Der Aschkastenboden mit angehefteter Verstärkung für das Mannloch. Dieses wurde gegenüber der letzten Ausführung der DB noch etwas vergrößert, d. h. oval gestaltet, damit heutiges Personal hindurch paßt. Dadurch kann man den Deckel auch nach unten herausnehmen, was beim kreisrunden alten Deckel nicht möglich war. Dieses Mannloch wird eines Tages der einzige Zugang zur Feuerbüchse sein.

Der Mannlochdeckel selbst.

Aschkastengehäuse beim Zusammenbau.

12. Juli 2024: Ventilsitzbuchsen für die Körtingsauger
Zwischendurch wurden auch mal wieder einige Kleinigkeiten an den restlichen Luftsauger-Bausätzen erledigt; die noch fehlenden Ventilsitzbuchsen (pro Sauger 3 Stück, also im Ganzen 21 Exemplare) wurden jeweils passend zu den Gehäusebohrugen mit 5/100 mm Übermaß gedreht und anschließend eingepreßt. Voraus ging das genaue Vermessen der Bohrungen in den Gehäusen, um den erforderlichen Außendurchmesser der Buchsen zu ermitteln.


Schließlich wurden die Gehäuseteile noch grundiert.

Nachdem beim Prototyp beim DEV die optimale Düsenkontur gefunden wurde, wird diese auf die "Serie" übertragen.
11. Juli 2024: Fabrikschild Luftpumpe RUR
Für die 6"-Westinghouse-Luftpumpe auf der RUR haben wir von EWK noch das passende Fabrikschild bekommen. Hier passend gebogen und gebohrt bei der Anprobe an der Luftpumpe:

10. Juli 2024: Lokkasten am Rahmen der RUR befestigen
Für die Bohrungen am Lokkasten bzw. am Rahmen wurde eine Zentrierhilfe und Kontrollstift angefertigt.

Noch fehlende Kegelschraubenbohrungen werden angekörnt, anzentriert und mit Pilotbohrungen versehen.

Die Kegelschraubenbohrungen werden auf ca ø17mm aufgebohrt.

An einzelnen Stellen werden zum Ausgleich eines Versatzes die korrespondierenden Rahmenbohrungen aufgeschliffen, bis eine Schraubenmontage möglich ist.

Die Verdrehsicherungskerben der Schraubenköpfe bzw. Einsenkungen werden nachgearbeitet, bis der Schraubenkopfsitz ausreichend gut ist und die Schraubenköpfe bündig in den Profilen sitzen.


9. Juli 2024: Flansche aus alter Radsatzwelle RUR
Beim Vorbereiten der Flansche an den Wasserkästen (siehe Berichte aus den letzten Tagen) zum Annieten fiel auf, dass da noch ein Flansch und ein Untersatz fehlten, die nachgefertigt werden mussten; im Gegensatz zu den bisher angefertigten Teilen haben wir die Rohteile diesmal nicht aus Blech ausschneiden lassen, sondern haben die alte Kuppelachswelle der Lok in Scheiben geschnitten ...
Rohteil:

Während der Bearbeitung ...


... fertig.

Neben einem fehlenden Flansch (s.o.) musste auch noch ein anzunietender Untersatz nachgefertigt werden - wiederum wurde eine Kuppelachs-Scheibe hierfür verwendet:


Bis auf die 75°-Senkungen an den Nietlochbohrungen ist der Untersatz zur Montage bereit.
In alter Kleinbahnermanier wurde somit ein bisschen mehr Originalsubstanz der Dampflok Rur erhalten.
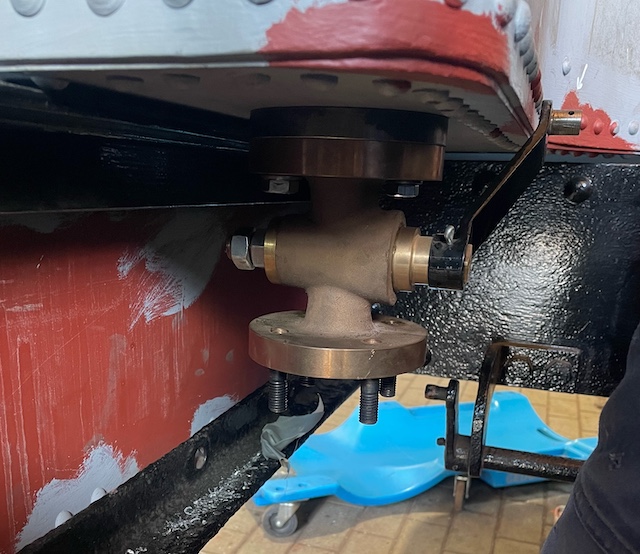
7. Juli 2024: Halterung Luftpumpe RUR
Die bereits 2024 angefertigte Verstärkungsplatte ist am Kühlbehälter angeschraubt. Nach Ausmessen der 6" Luftpumpe sind die Maße der Pumpe auf der Platte angezeichnet. In der nächsten Woche geht es mit dem Bohren weiter. Das Nieten wird zusammen mit den Untersätzen an den Wasserkästen (siehe Bericht vom Vortag) erfolgen, um nicht nicht zweimal für wenige Nieten alles zu rüsten. Der Bereich des Kohlenkastens hinter der Luftpumpe wird später noch mit einem Brett vom übrigen Kohlkasten abgetrennt und ein Werkzeugfach aufnehmen.

6. Juli 2024: Leinendichtung Untersätze Wasserkasten RUR
Nach der Anprobe der Flansche an den Wassertank wurden die Flansche und Untersätze wieder abgebaut und passende Kreise aus Leinenstoff ausgeschnitten.
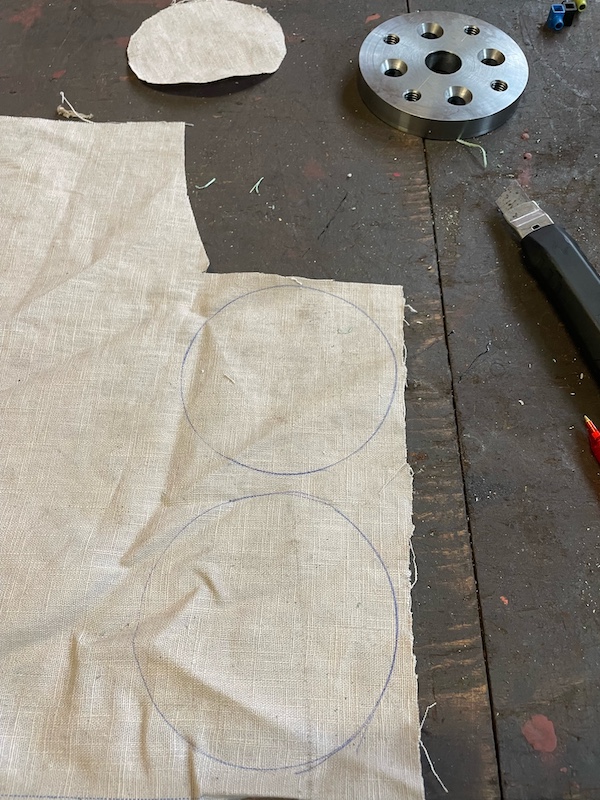

Der Leinenstoff wird mit Farbe auf die Untersätze geklebt.

Nach dem Antrocknen werden mit einem Metallstift Löcher in den Leinenstoff gebrannt und die Bohrungen in den Untersätzen und Flanschen durchgerieben. Nach Aufbringen von Farbe auf der oberen Seite und dem erneuten Anschrauben an den Wassertank sind die Untersätze jetzt bereit für das Annieten.
4. Juli 2024: Montage Gestänge Zylinderentwässerungshähne RUR mit Hindernissen
Thomas hatte ja neulich die Zylinderentwässerungshähne an der RUR (siehe Bereicht vom Vortag) montiert - die Kunst ist ja, dass die in einer bestimmten Position stehen und gleichzeitig an der Einschraubstelle dicht sein müssen - er hat dafür Dichtringe aus massivem Kupfer in der jeweils erforderlichen Stärke auf der Drehbank angefertigt. Die Hähne sitzen jetzt alle richtig - wenn sich (wovon er ausgeht) noch Undichtigkeiten ergeben sollten, müsste man die Gewindeenden der Hähne noch mit PTFE-Band oder Hanf umwickeln.
Frohen Mutes hat er dann die Zugstangen, die die Entwässerungshähne miteinander verbinden, nach Zeichnung mit den erforderlichen Bohrungen versehen - hierfür wurde das Hommel UWG2 als Vertikalbohrmaschine eingerichtet:

Komplikation 1: Die Zylinderentwässerungshähne lagen nicht in einer exakten Flucht (siehe Bericht vom 24.6.2024), sodass die Enden der Küken dergestalt angepasst werden mussten, daß zumindest die Betätigungshebel in derselben Ebene liegen. Demzufolge passten natürlich auch die bereits eingebrachten Bohrungen für die Kegelstifte, mit denen die Hebel auf den Kükenenden fixiert werden, nicht mehr. Thomas hat diese mit Abschnitten von Rundmessing, die er hart eingelötet hat, verschlossen. Die Küken warten hier noch auf neue, passende Stiftbohrungen.

Probemontage des Gestänges für die Zylinderentwässerungshähne: der seitliche Versatz ist jetzt erfolgreich korrigiert.
Komplikation 2: Unglücklicherweise stellte sich jetzt noch heraus, dass auch die Abstände der Hähne nicht gleich sind, sodass die Verbindungsstange nur bei einer Hahnstellung passt und ein Bewegen der Konstruktion nicht möglich ist 😭.
Abhilfe: 3 (von 10) Bohrungen werden wieder zugeschweißt und nach genauem Aufmaß der Hahnpositionen neu gebohrt ...

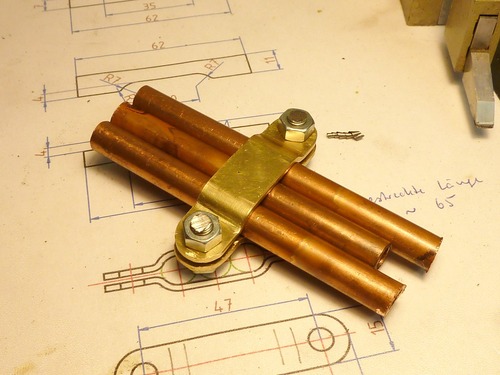
3. Juli 2024: Rohrleitungen Zylinderentwässerungshähne RUR
Nachdem die Rohrschellen (siehe Bericht vom Vortag) hergestellt und die Zylinderentwässerungshähne montiert waren, konnte Thomas die bereits vor längerer Zeit schon gebogenen Rohrleitungen anpassen, mit Bundbuchsen und Überwurfmuttern versehen und anschließend montieren:



2. Juli 2024: Vorrichtungsbau für Rohrschellen Lok RUR
An die Zylinderentwässerungshähne gehören jeweils 3 Rohrleitungen pro Seite, über die das Kondenswasser nach vorne abgeleitet wird. Für diese Rohrleitungen wurden noch Rohrschellen benötigt, die die vorderen Enden der Leitungen bündeln. Zunächst musste für diese Schellen eine Vorrichtung ersonnen werden. Los ging es mit 2 Stahlklötzchen, die mit Bohrungen versehen wurden:
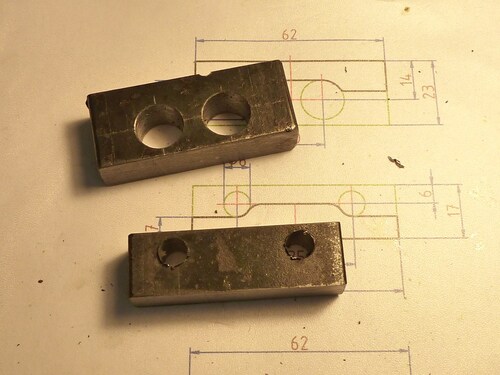
Jetzt wird etwa die Hälfte dieser Klötzchen weggefräst ...

..., bis 2 Gesenkhälften übrigbleiben.
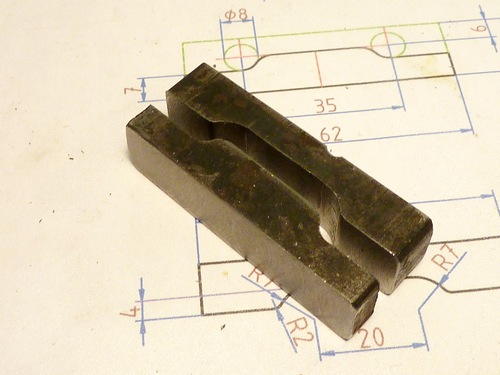
Nun kann ein aus 2-mm-Messingblech ausgesägter Streifen eingelegt und im Schraubstock zu einer Rohrschelle gebogen werden:



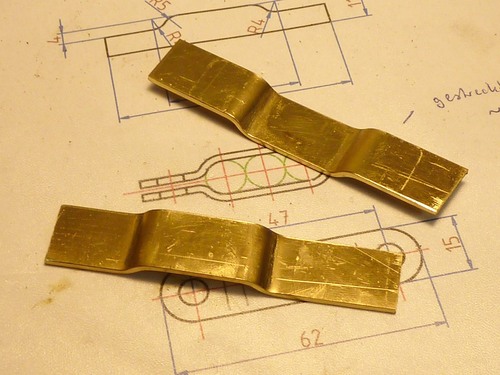
Nach exaktem Ablängen, Einbringen zweier Bohrungen pro Stück und Feilen eines Radiusses am Ende erhält man folgendes Ergebnis:
1. Juli 2024: Schleifen Dichtlinsensitz RUR
Weiter geht es mit der Fertigungstellung der Hilfseinrichtung und dem Schleifen des Dichtlinsensitzes am Zylinderblock der RUR. Für die Schleifvorrichtung wurden erforderliche Hilfsscheiben und Hülsen zur korrekten Einzentrierung / Einmessung der Dichtsitzausfräsung angefertigt.


Ausrichtung der Vorrichtung.

Von Hand - und unter den sehr beengten Platzverhältnissen - wurde dann der Dichtkonus nachgefräst bis die erzielte Geometrie ok war.

Eine Kunststoffscheibe zwecks leichtem Überschleifen des Dichtkegels wurde angefertigt und der Linsensitz noch mal leicht geschliffen / nachgeglättet.

Unsere Hilfsvorrichtung ist leider nur für kleinere Dichtlinsen geeignet und wird für spätere Projekte gut eingelagert. Für den großen Dichtsitz der Ausströmöffnung (abgedeckt unten auf den Bildern zu sehen) wird EWK mit einem Spezialwerkzeug nächste Woche nach Hüinghausen kommen.
30. Juni 2024: Stempelung Ablass-Stopfen RUR
Auch der Ablaß-Stopfen vom Wasserkasten erhält eine Stempelung.

29. Juni 2024: Entwässerung Speiseleitung RUR
Auch die Kesselspeiseleitung erhält einen Ablaßhahn. Hier wird die zugehörige Führung am Wasserkasten ausgerichtet und festgeschraubt.

28. Juni 2024: Ablaßhahn Wasserkasten RUR
Am Wasserkasten auf der Heizerseite der RUR wurde der Ablaßhahn angeschraubt.
Der Griff für den Ablaßhahn wurde gebohrt und - wie früher beim Lokbau üblich - mit einer Stempelung versehen.


Hahn, Griff und Führung des Griffs montiert am Wasserkasten.

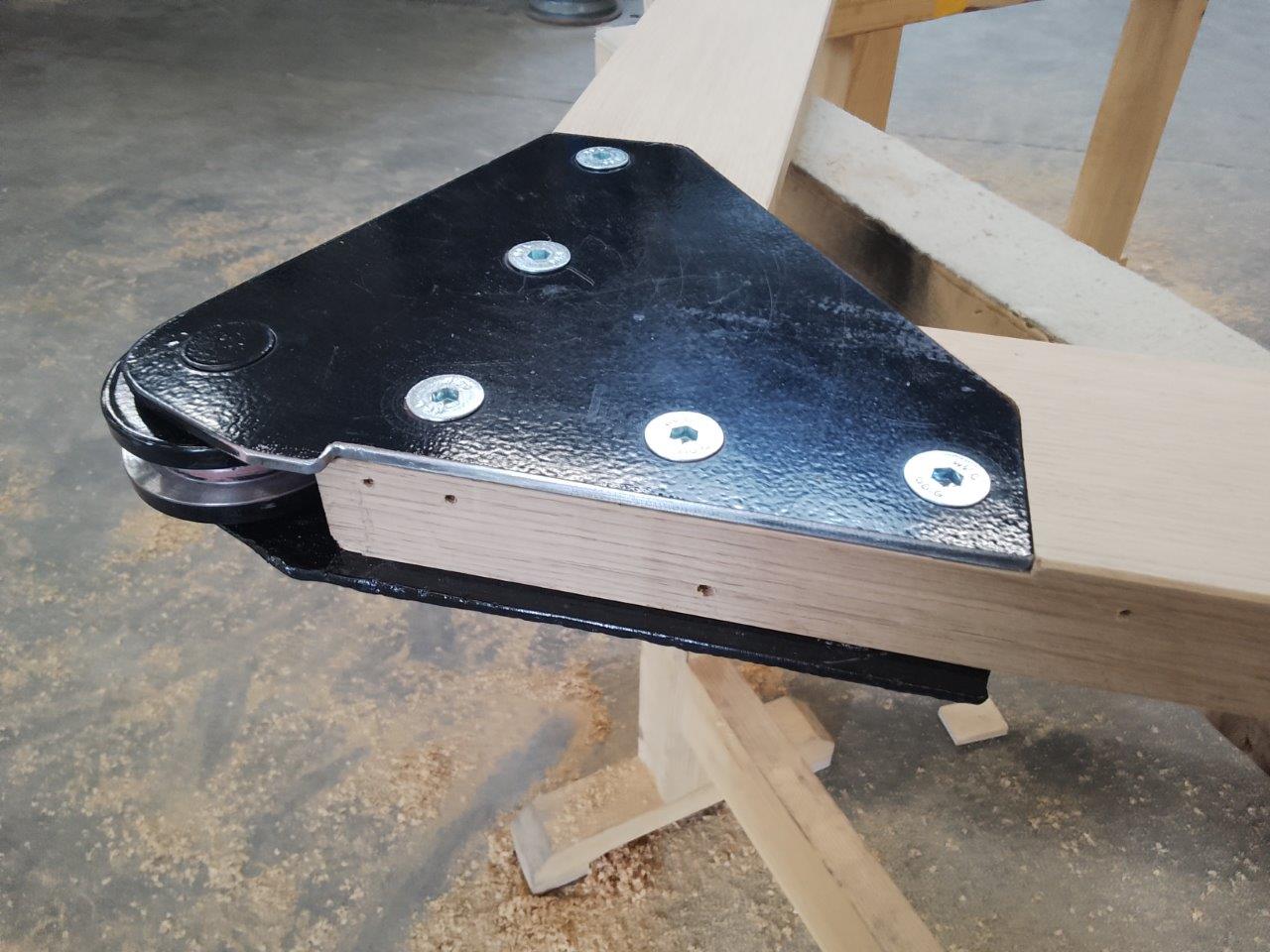
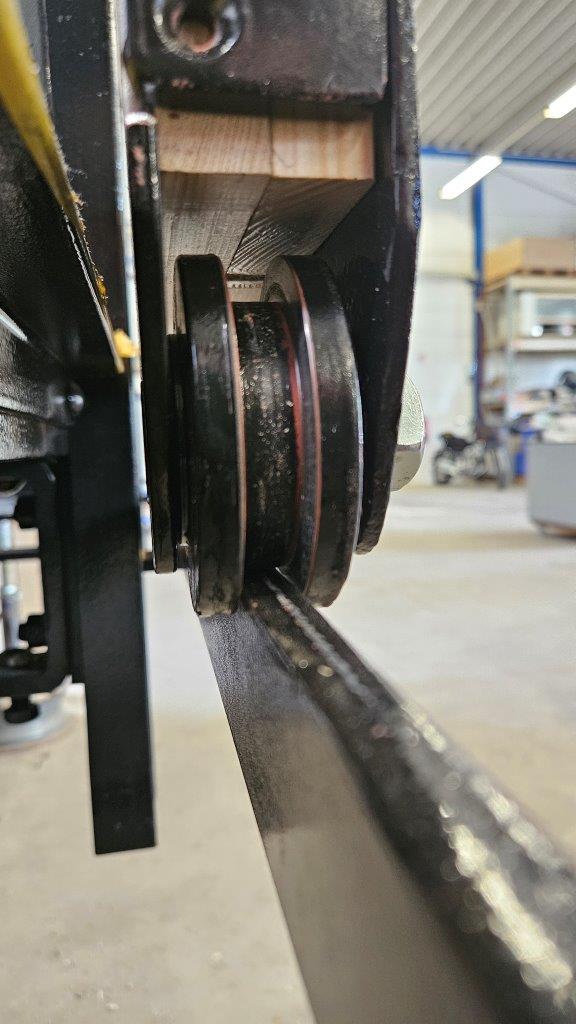
26. Juni 2024: Schwerlastrollen für die Tischlerei
Demnächst kommt der nächste Güterwagen in die Tischlerei. Damit immer optimal an den aktuellen Wagen gearbeitet werden kann und der Arbeitsvorrat nicht im Weg steht, hat sich unserer Tischler vier Schwerlastrollwagen zum Bewegen der Waggons in der Halle und zum Verladen gebaut. Bis zu 10 Tonnen Gewicht sollten damit bewegt werden können. Das geht natürlich nur bei einem glatten Industriehallenboden.

25. Juni 2024: Trittbretthalterungen PwPost BK 38
Für die Halterungen der Trittbretter wurde noch ein zusätzliches Durchgangsloch in die (neuen) Stahlsäulen gebohrt. Auf alten Betriebsaufnahmen von Schwesterfahrzeugen sind bei einer Vergrößerung auch jeweils 3 Niete für die Halter zu erkennen. Beim Neuaufbau des Wagenkastens wurde das dritte Loch vergessen - auch weil die Trittbretter samt Halterung bei der Aufstellung des Wagenkastens als Schuppen in den 1950er Jahren abgebrannt worden waren. Die Trittbretter selber sind zwischenzeitlich einmal geölt und bekommen den finalen Anstrich dann bei der Endmontage.

24. Juni 2024: Ausrichtung Zylinderhähne RUR
Leider erst zu spät hatten wir bemerkt, daß die Zylinderhähne bzw. deren Bohrungen im Zylinderblock nicht in einer Flucht stehen. Wie auf dem untenstehenden Bild (eingezeichnete Linie) erkennbar, steht der mittlere der drei Hähne etwas zur Fahrzeugmittenachse verschoben steht; die Blickrichtung geht von vorne auf den Zylinderblock.
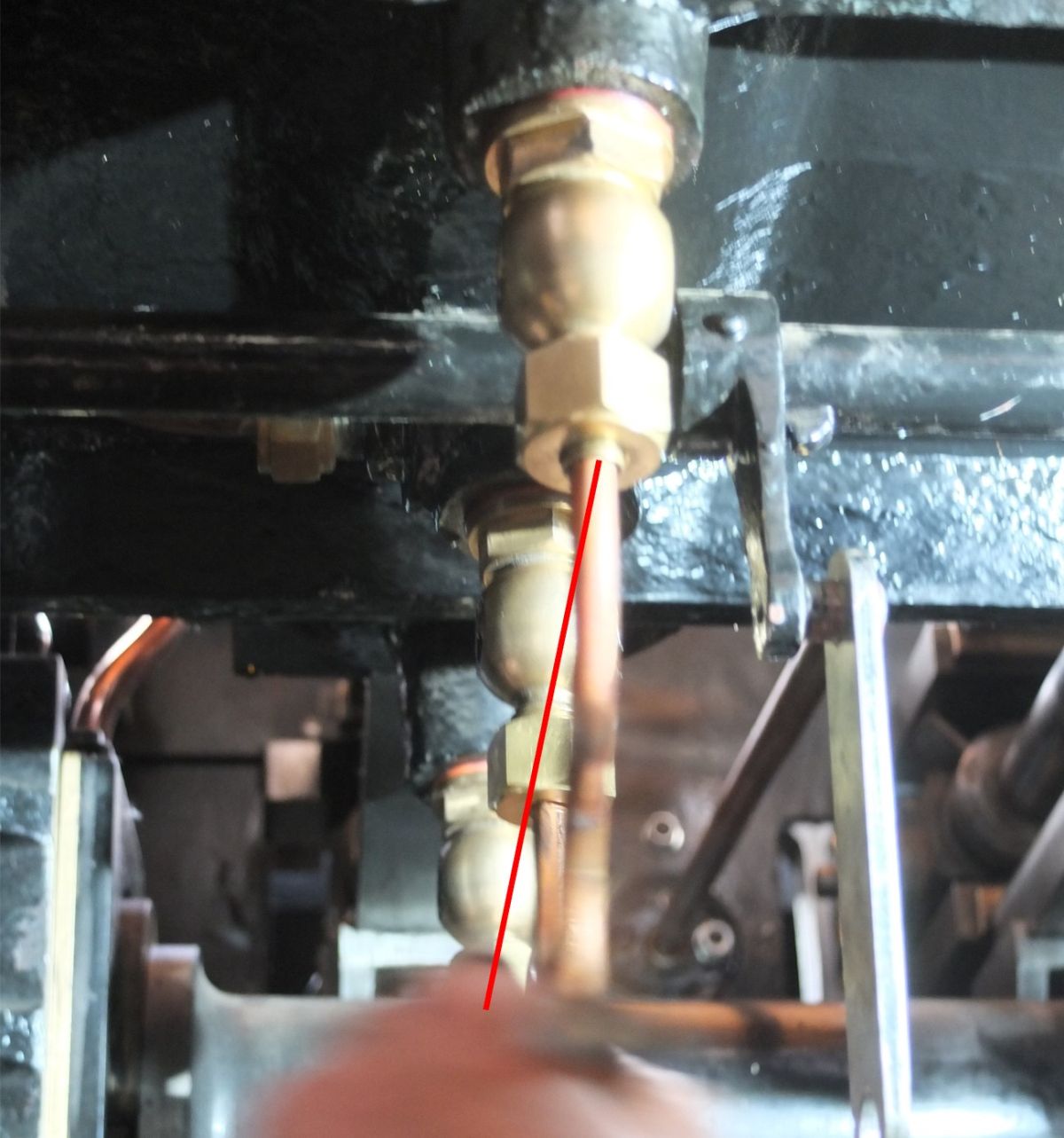
Nun müssen noch die Hahnküken entsprechend angepasst werden.