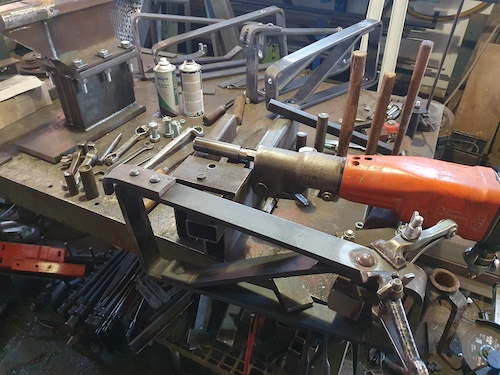
7. Februar 2026: Handölpumpe für die E.K.B. 14g (1)
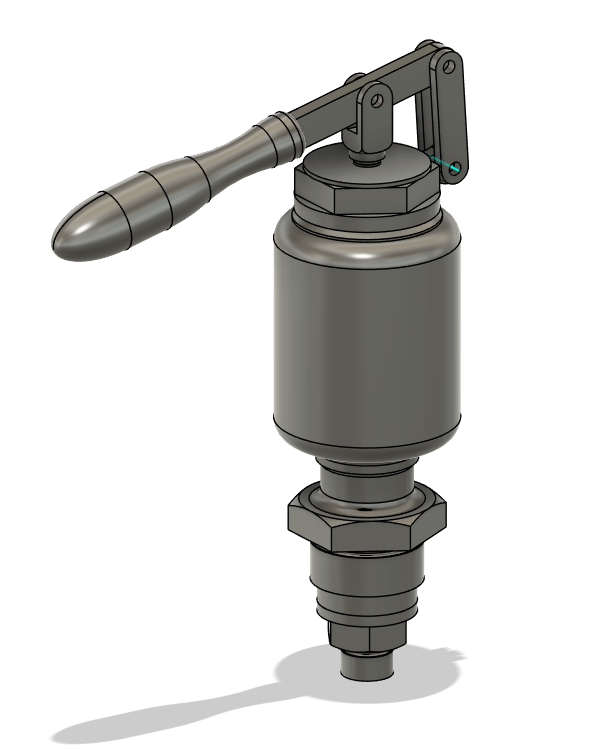
Derzeit beschäftigen Thomas 2 Handölpumpen, von denen eine für die Schmierung der Luftpumpe an der 14g verwendet werden soll. Obwohl im Prinzip baugleich, unterscheiden sie sich im Detail, denn eine stammt von Knorr, die andere von Westinghouse - im Foto das Exemplar von Westinghouse:

Da wir keinerlei Unterlagen zu diesen Pumpen haben, hat er zunächst das Westinghouse-Modell gründlich vermessen und ein CAD-Modell gezeichnet, sodass wir nun ggf auch eine Nachfertigung vornehmen könnten. Da bei beiden Pumpen diverse Teile fehlten, sind auch schon ein paar Fertigungszeichnungen für diese Teile (mehr dazu unten) entstanden.
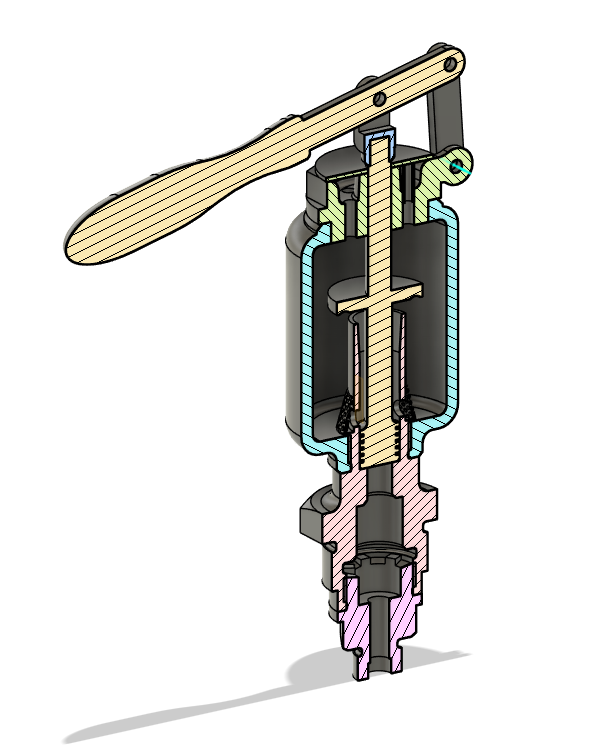
Beim Zerlegen der Knorr-Pumpe stellte sich heraus, das eines der beiden Rückschlagventile fehlte, weshalb dieses neu angefertigt werden musste:



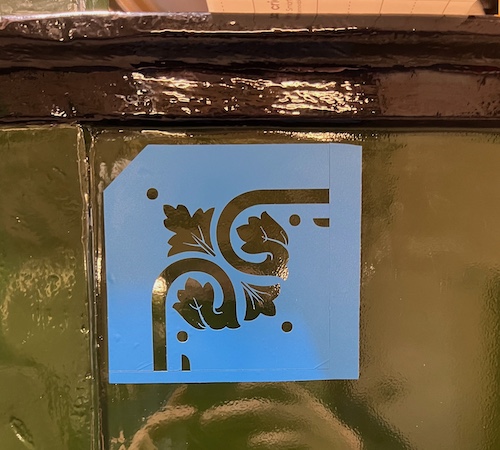
6. Februar 2026: Ornamentik an der RUR (1)
An der RUR haben wir mit den Zierlinien begonnen. Klappt eigentlich auch ganz gut - ist nur aufwendig.



5. Januar 2026: Zylinderbekleidungen E.K.B. 14g
In Hüinghausen haben wir die Überreste der Zylinderbekleidungen herausgekramt - die wollen wir das nächste Mal mit nach Zamberk nehmen, damit sie als Muster verwendet werden können. Die Bilder dürften für sich sprechen - hier hilft kein bloßes Schleifen und Spachteln....








3. Februar 2026: Wände SKB 143
Die Wände sind komplett montiert und gestern haben wir auch die 2. Schiebetür eingehangen. Von den Dachbrettern, die vorige Woche ihren letzten Anstrich bekamen, sind gestern auch schon die ersten montiert worden; mit der Montage sollten wir Mitte der Woche fertig sein.





2. Februar 2026: Neuanfertigung der Gleitbahnen E.K.B. 14g
Die Kollegen in Zamberk haben zum Vermessen die alten Gleitbahnen an den Zylindern montiert und sind dabei Zeichnungen zu machen.


Auch die Schieberstangen sind an ihrem Platz.

1. Februar 2026: Bau Gewichtsbremse GbKB 537
Für die Bremse wurden nach einer Beuchelt-Fahrzeugzeichnung das Gewicht und der Hebel der Gewichtsbremse angfertigt. Die Uhr am Mobilkran zeigt ein Gewicht von 62,2 kg an.


Daneben wird an den Bodenrahmenstützen gearbeitet und zur Probe und Ausrichtung in ein Holz in den Abmessungen der späteren Säule eingesteckt.

31. Januar 2026: Wartungsarbeiten Kuppelstangen RUR
Zur Vorbereitung der nächsten Saison haben wir an der RUR das Kuppelstangenlagerspiel rechts geprüft und die Stellkeile nachgestellt. Abweichend von den meisten Dampfloks in Deutschland liegen die Stellkeile nicht offen, sondern Lager und Stellkeil sind von einem Deckel geschützt.


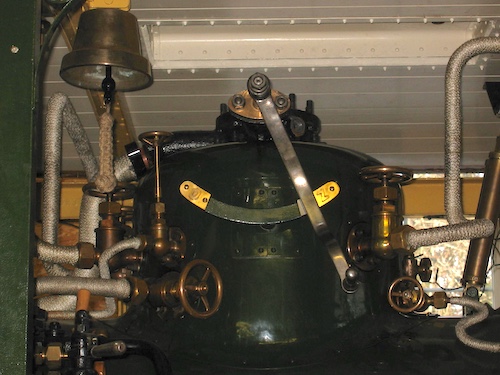
29. Januar 2026: Arbeiten am Regler der RUR
Der Reglerhebel wurde nochmal schön poliert.

Das Reglerventil wurde auf dem Kessel festgeschraubt, gefolgt vom Festschrauben des Kesselsicherheitsventils. Nach dem Einbau der Stopfpackung der Reglerwelle wurde die Packung mit der Stopfbrille angezogen.

Zum Schluß den Schmierhahn des Reglers nochmals etwas eingeschliffen und anschließend am Regler angebaut.

25. Januar 2026: Weichglühen Dichtung Reglerventil RUR
Nach dem Weichglühen der Kupfer-Dichtungen des Reglerventils wurden die Dichtflächen gesäubert und das Ventil wieder auf den Kessel gesetzt.

24. Januar 2026: Kohlenentnahmeblech RUR
Bei den ersten Fahrten der RUR zeigte sich, dass bei der Entnahme der Kohlen mit der Kohlenschaufel aus dem Tender zu viel Kohle auf dem Fußboden landete. Deshalb wurde ein Kohlenentnahmeblech angefertigt und am Kohlenkasten angeschraubt.



23. Januar 2026: Baufortschritt SKB 143
Die Tischler waren diese Woche fleißig: Der Fußboden und die Bühnenbretter sind fertig eingebaut und auch die Stirnwände sind fertig montiert. Alle Stahl-Anbauteile sind ebenfalls grundiert und lackiert und teilweise auch schon montiert (Stangenhalterungen).






Die Dachbretter sind zugeschnitten, geschliffen, gefast, genutet und gewässert und werden dann nächste Woche zwischengeschliffen und grundiert.

22. Januar 2026: Restarbeiten PwPost BK 38
Am Achsgenerator wurde die zweite Sicherung zusammengeschweißt und anschließend alles lackiert und an ein paar Stellen vom Achsgenerator der Lack ausgebessert. Nach Montage des Achsgenerators konnte auch das demontierte Trittbrett wieder angebaut und festgeschraubt werden.


21. Januar 2026: Dachaufbau und Schiebetüren-Schienen GG MKB F4
Die Dachkonstruktion ist im Rohbau fertig und wieder an die Säulen vormontiert, um die genauen Abmaße der Schiebetüren ermitteln zu können.

Dabei mussten wir feststellen, dass aus heute nicht mehr nachvollziehbaren Gründen die vor einigen Jahren beauftragte Werkstatt die Laufschienen damals zu nah am Rahmen montiert hatte. Also nochmal die Laufschienen entnietet und mit den vorhandenen Rollen und einem Türrahmenmuster herausfinden, welche Ausladung die Halterungen eigentlich haben müssen.

20. Januar 2026: Aufbau O-Wagen KKB 54
Nach dem Strahlen und Grundieren zeichnen sich bei entsprechend tiefstehender Sonne am Längsträger unseres Kehdinger O-Wagens überraschend die Umrisse des Fabrikschildes ab, wobei an jedem Wagenende Bohrungen vorhanden sind. Form und Größe passen zum ermittelten Hersteller Beuchelt & Co.

Nach Vorlage der noch brauchbaren Bodenrahmenstützen wurde die fehlenden Ausleger nachgefertigt und genietet.

Aktuell läuft die Montage der Säulen vom Aufbau.

Der Tischler war auch schon vor Ort, um das Aufmass für die Holzarbeiten zu machen.
18. Januar 2026: Montage Achsgenerator unter PwPost BK 38
Zur Montage wurde der Achsgenerator auf ein Rollbrett gelegt, unter den Wagen gerollt und anschließend per Wagenheber in die Halterung gehoben und die Bozen durchgesteckt.

Der Anschlag der Feder war noch auf die richtige Länge zu kürzen.


Es fehlte noch die zweite Sicherung des Achsgenerators. Dafür wurden die Ringe aufgetrennt und aufgebogen, über die Haltung gehängt und wieder zusammengebogen.

17. Januar 2026: Richtfest beim SKB 143
Nachdem der Lackierer die Säulen kurz vor Jahresende noch fertig bekommen hat, sind diese jetzt zusammen mit der Dachkonstruktion fertig montiert; ebenso die Halterungen und die Laufschienen für die Schiebetüren.


Nächste Woche fangen die Tischler an, den Fußboden einzubauen. Danach werden parallel die Wandbretter montiert und die Dachbretter gefertigt.
16. Januar 2026: Front- und Heckschürze Triebwerksverkleidung RUR (2)
Zum Anpassen der jeweiligen Verkleidungsbleche vorne links + rechts sowie hinten links + rechts mussten diese mehrfach montiert / demontiert werden, damit alle Ausschnitte und Bohrungen zu den vorhandenen Leitungen passten.

Viel Arbeit - fertig montiert fallen die Bleche, trotz fehlender Lackierung, nicht groß auf. Dazu muss man schon etwas in die Knie gehen.


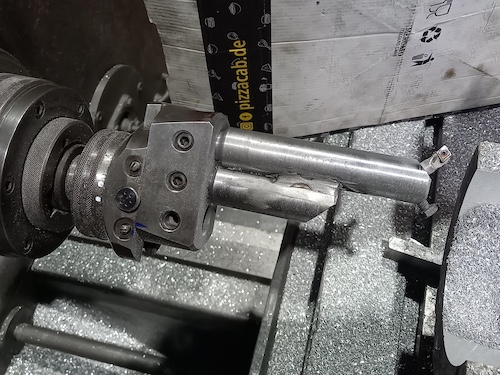
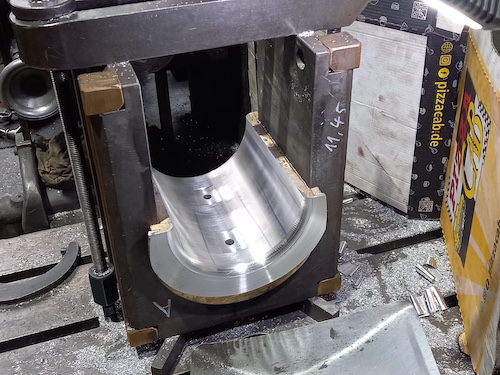
14. Januar 2026: Achslageroberkästen M.M.E. 4
Gut 4 Jahre nach Beginn der Arbeiten (siehe Tagebucheintrag vom 26. Februar 2022) biegt die Aufarbeitung der Achslageroberkästen unserer Mudauer Lok bei EWK auf die Zielgerade sein. Die Achslagerschalen wurden im November 2024 mit WM80 ausgegossen und verputzt.

Nachdem sie zum Ausbohren in die Gehäuse eingepreßt wurden, stellte sich leider heraus, daß ein geeignetes Werkzeug zum Bearbeiten fehlte. Zwar hat EWK schon viele Lager mit kleinen Durchmessern bearbeitet, doch das waren stets Kuppelstangenlager, die nicht so lang sind. Diese Achslager sind aber für Ihren kleinen Durchmesser ziemlich lang, so daß die sonst bewährten Werkzeuge hier nicht ausreichten. Ein kleiner Wohlhaupter-Ausdrehkopf, der EWK mal überlassen wurde, konnte passend zum Spannen in der Bohrwerksspindel gemacht werden. Ein Halter für den Wendeplattenträger konnte gefertigt werden und konnte das erste Lager erfolgreich ausgespindelt werden.
13. Januar 2026: Unsere Jubilare in 2026
Zu Beginn eines Jahres nutzt man gerne die Gelegenheit, die in diesem Jahre anstehenden Jubilare zu erwähnen.
Die 125-jährigen Güterwagen SKB 143, GbKB 1050 und StMB 194 stammen noch aus der Blütezeit des Kleinbahnwesens. Sie gehören noch in die Entstehungszeit ihrer Ursprungsbahnen (Saatziger Kleinbahn 1895 bis 1910 und Salzwedeler Kleinbahnen 1900 bis 1902), bzw. der 1901 beginnenden Umspurung der Greifenberger Kreisbahnen, die man zunächst in 750 mm Spurweite gebaut hatte.
Die beiden offenen Wagen sind inzwischen wieder betriebsfähig, der gedeckte Wagen 143 befindet sich hingegen momentan noch in der Werkstatt in Ilmenau, könnte aber noch in diesem Jahr in den Betriebsbestand kommen. Hier ist er bei der Befundung in Gryfice zu sehen.

Einhundert Jahre alt wird der für die Borkumer Kleinbahn 1926 gebaute Personenwagen BKB 52. Damit fällt er in eine Phase, in der nur sehr wenige Schmalspurbahnen neue Fahrzeuge orderten. Die Borkumer Kleinbahn erlebte in den 1920er-Jahren jedoch eine Blütezeit des Tourismus und erweiterte dafür ihren Fahrzeugpark. Nachdem die vorherige Lieferfirma Düsseldorfer Waggonbau jedoch keine Schmalspurwagen mehr anbot, ließ man im naheliegenden Oldenburg nach gleichen Plänen Fahrzeuge nachbauen - mit geringfügigen Änderungen. Bei Kleinbaan steht der Wagen noch auf der Warteliste für die Werkstatt, und steht im Lager.

11. Januar 2026: Funkenfänger RUR einbaufertig
Nach dem abschließenden Kürzen überstehender Schrauben und dem Entgraten ist der überarbeite Funkfänger jetzt wieder bereit für den Einbau und den ersten Einsatz.

10. Januar 2026: Start ins neue Jahr
Nach der Urlaubszeit haben in der letzten Woche die ersten Werkstätten und Aktiven bei Kleinbaan letzte Woche wieder mit der Arbeit begonnen. Mit der Planung der Einsätze der RUR - wir werden voraussichtlich auf über 20 Einsatztage an 4-6 unterschiedlichen Einsatzorten kommen - kommt hier ein Arbeitspaket auf uns zu, dass wir so in den letzten Jahren nicht hatten: Unterlagen für die EBLs zusammenstellen, diverse formalrechtliche Fragen abstimmen, Transporte organsieren, Personal für die einzelnen Fahrtage bei unterschiedlichen Bahnen organisieren. Daneben gab es in Weissach bei der GES ein Treffen zusammen mit unserem Kesselsachverständigen zur Besprechung des weiteren Vorgehens bei den Schweißarbeiten an Feuerkisten aus Kupfer. Und bei diversen Lieferanten wurde nachgefragt, wo es aus Anfragen aus dem letzten Jahr noch kein Angebot oder noch keine Auftragsbestätigung gab. Alles Arbeiten, die zwar wichtig sind, aber keine schönen Bilder liefern.
31. Dezember 2025: Jahresrückblick 2025 Kleinbaan Service
Das Jahr 2025 brachte für Kleinbaan Service B.V. ein ganz besonderes Highlight mit der Inbetriebnahme der Kastendampflokomotive Nr. 4 RUR der Dürener Eisenbahn AG. Seit Januar machte die Lok alleine mit 161 Einträgen von insgesamt 271 fast 60% unserer gesamten Berichterstattung im Tagebuch aus. Durchgehend ging es dabei um Details der technischen Ausstattung (Verrohrung, Bremse, Kesselausrüstung); ab dem 2. Quartal gab es dann auch wieder Schreinerarbeiten (Fußboden und Dach), und das für uns neue Gewerk einer historisch korrekten Art der Dacheindeckung.
Lohn für die Mühe war die erfolgreiche Kesselprüfung Ende August 2025 und anschließend die vielbeachteten ersten Einsätze auf der Sauerländer Kleinbahn und der Selfkantbahn.


Etwas in deren Schatten stand die fast gleichzeitige Inbetriebnahme des Bielefelder Pack- und Postwagens Nummer 38. Noch bis zum Juni war der Wagen das wichtigste Arbeitsprojekt der Holzwerkstatt in Ilmenau, die hier hervorragende Arbeit leistete. Die Innenausstattung konnte im Sommer komplettiert werden, und der Wagen hatte schließlich seine ersten Einsätze, noch ohne vollständige Beschriftung, im September 2025 bei der Selfkantbahn.
Zurück in der Werkstatt in Hüinghausen im Oktober, konnten noch die letzten Beschriftungen und der Achsgenerator angebracht werden.


Unterdessen zog der schon vor geraumer Zeit angearbeitete Mindener GG Nr. 4 in die Ilmenauer Werkstatt ein. Aus dem Wagenkasten in einem Garten in Hartum am Mittellandkanal wird nach und nach wieder ein vollständiger Güterwagen, wie er einst bei vielen Kleinbahnen beispielsweise in Westfalen oder Baden im Einsatz war. Der Aufbau des Kastens wird in den nächsten Wochen der Arbeitsschwerpunkt in Ilmenau sein.

An weiteren drei Güterwagen gab es in 2025 Fortschritte zu vermelden.
Der Wagen SKB 143 (ursprünglich bei uns als KKB 141 geführt) entpuppte sich während des Arbeitsfortschritts in der Metallwerkstatt in Gotha noch als ein besonderes Exemplar aus der Produktion der Königs- & Laurahütte in Schlesien. Zuvor hatten wir ihn für ein Produkt der Waggonfabrik Görlitz gehalten. Aus diesem Grunde wurde er nun als Fahrzeug der Nummernreihe SKB 143 bis 145 identifiziert.
Im Januar zog er von Gotha nach Ilmenau um und ist nun zum Ende des Jahres hin schon weit fortgeschritten.


Die Metallwerkstatt in Gotha beschäftigt sich unterdessen mit dem O-Wagen 54 (Kehdinger Kreisbahn) und dem G-Wagen 537 (Greifenberger Kreisbahnen), beides Produkte der Waggonfabrik Beuchelt & Co. Grünberg. Beide sind dort schon recht weit fortgeschritten, sodaß sie nach und nach zur Holzwerkstatt vorrücken können.

Wenig Fortschritte sind leider bei der Dampflokomotive M.M.E. 4 zu vermerken. Lediglich die Achslager und Federungen sowie wenige Kleinteile konnten wir in 2025 fertig melden. Am Lokkessel geschah leider praktisch nichts greifbares.

Planmäßig wurden dagegen die Arbeiten an der E.K.B. 14g in Žamberk im Herbst 2025 wieder aufgenommen. Bislang konzentrierten sie sich auf die Zylinder der Lok, während der Rahmen schon 2024 weitgehend fertiggestellt war. Ganz nebenbei kann man sowohl das Museum der alten Technologien, in dem sich die Restaurierungswerkstatt befindet, als auch die Stadt Žamberk selbst für einen Besuch empfehlen.

Zuwachs im Bestand: Trotz einer weitgehenden Saturierung kann noch der Zugang des Wagens LAG 589 / 018 Kar gemeldet werden, dessen Wagenkasten im August 2025 in der Nähe von Eberbach geborgen und in unser Lager nach Veendam transportiert wurde. Der Wagen paßt sowohl in unsere Sammlung Fahrzeuge der Eisenbahn Mosbach - Mudau, als auch zu anderen MAN-Schmalspurwagen.

Betriebseinsätze: Die lange erwartete Inbetriebnahme der Dampflok "Rur" führte zu einem Jahr mit den bislang meisten Einsatztagen von KSBV-Fahrzeugen: insgesamt 15 Tage (davon 11 Einsatztage Lok RUR und Wagen BK 38); RhB 2207 kam bei den Nikolausfahrten in Hüinghausen zum Einsatz.

Tatsächlich wuchs der Bestand an betriebsfähigen Fahrzeugen bei KSBV jedoch nur um genau die beiden Fahrzeuge Rur und BK 38 an, insgesamt auf 46.
Nebenschauplätze:
Der Salonwagen KKB 7 erhielt noch seinen Salontisch.
Für die Dampflok F.K.B. 5i konnte ein Dampfsichtöler restauriert werden.
Die Zeichnungsbestände zur Laternenfertigung der Firma OSMEKA konnten zwecks Archivierung übernommen werden.
Im Web gab es zu berichten, daß am 20. Dezember 2025 die Marke von 750.000 Besuchen auf unserer Webseite mit Tagebuch verzeichnet wurde. Täglich lesen rund 360 Besucher unser Tagebuch. Wir danken für Euer Interesse!
Das Team von Kleinbaan Service wünscht ein gutes neues Jahr 2026!
Het team van Kleinbaan Service wil jullie een gelukkig nieuwjaar 2026 toewensen!
30. Dezember 2025: Bekleidungsbleche Zylinder M.M.E. 4 und Kupferblech für die Feuerkiste
Die von der Selfkantbahn ausgeliehene Blechbiegewalze hat sich bei EWK als tauglich für die Anfertigung der Bekleidungsbleche erwiesen:

Bekleidungsblech für den rechten Zylinder:

Rechter Zylinder mit neu angefertigten Einschraubstutzen und Entwässerungsleitungen:
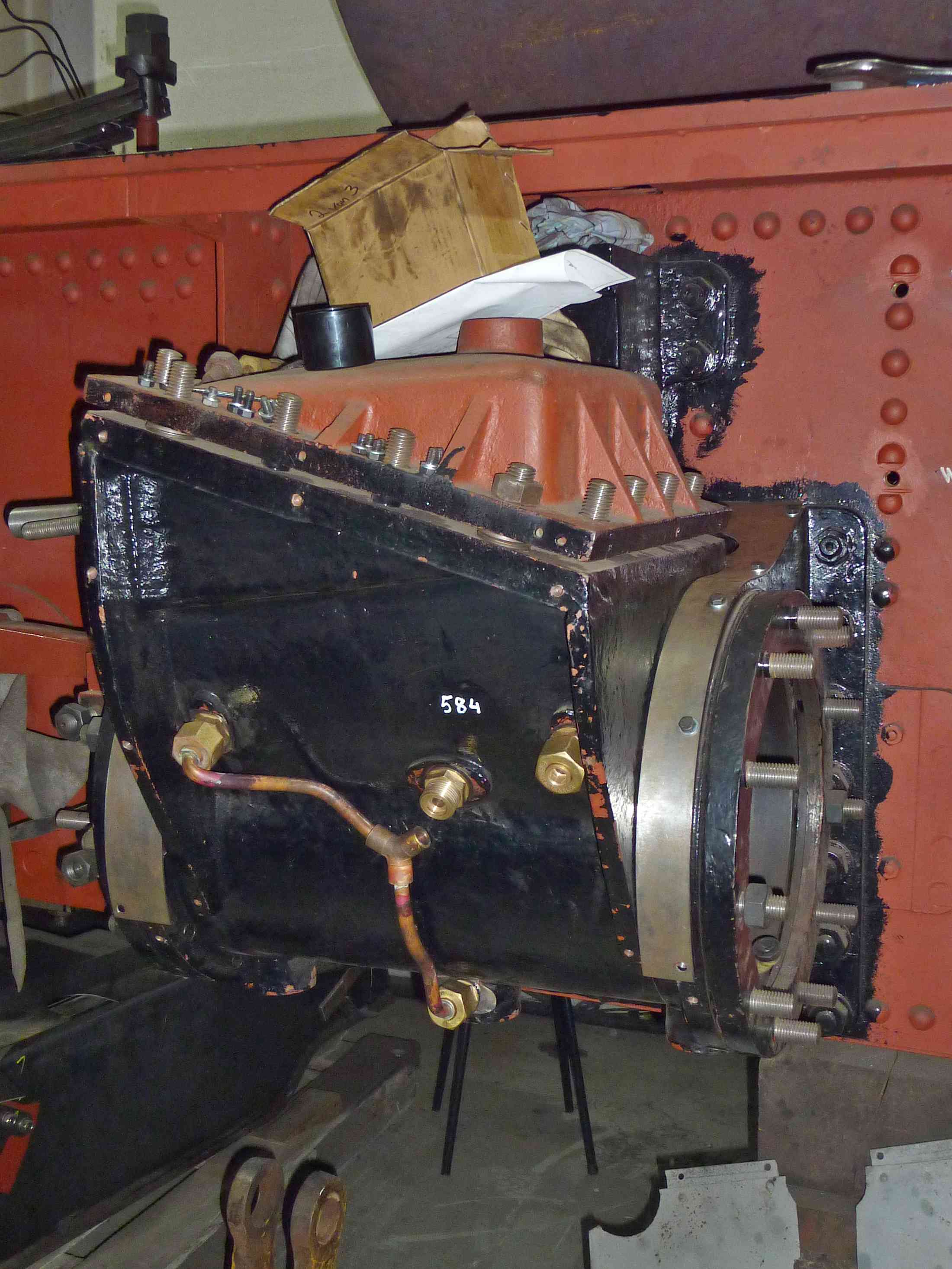
Probemontage der Bekleidung. Die endgültige Montage erfolgt dann mit Halbrundschrauben, nicht mit den im Foto dargestellten Sechskantschrauben.

Nach langem Warten ist das Kupferblech von KME für die Feuerkiste in Mönchengladbach eingetroffen. EWK schneidet jetzt die Probestücke zu, die wir dann für die Probeschweißungen zum Schweißbetrieb bringen.

29. Dezember 2025: Neues aus der Fahrzeugforschung zum BK 7 (3)
Bei der Freilegung der Plattformdecken kommen die Spuren einer früheren elektrischen Deckenleuchte zum Vorschein. Es gibt 2 Generationen von Elektrik - die sauber in Panzerrohr verlegte ist wohl die ältere.


In den Stirnwänden hat man bei Anbringung der MDF-Verkleidung die Füllungen herausgenommen und umgedreht wieder eingebaut, in den Seitenwänden befinden sich an den entsprechenden Stellen Profilbretter. Auffällig ist, daß die senkrechten Balken zwischen den Fenstern keinerlei Farbauftrag aufweisen und einige mm schwächer sind als die Horizontalbalken. Es könnte sich dort eine Sperrholzverblendung befunden haben, die allerdings wohl nur durch die Leisten in der Fensterlaibung gehalten wurde, da abgesehen von den Nägeln, mit denen die MDF-Platten festgenagelt waren, keinerlei Befestigungsspuren erkennbar waren. Oberhalb der Fenster befanden sich möglicherweise Wandfüllungen analog zu denen in den Stirn- und Oberlichtwänden. Auch hier sind an der Decke des Oberlichts die beiden Stränge der "alten" und "neuen" Verkabelung zu erkennen.


Bereich unter einer stirnseitigen Sitzbank: Anhand der Dicke des Farbauftrags im Vergleich zu den unteren Bereichen der Seitenwände vermuten wir, daß hier noch die originalen Füllungen aus Profilbrettern montiert sind. Diese können als Muster für die Seitenwandverbretterung unterhalb der Fenster verwendet werden, falls sich herausstellt, daß die (eventuell schon einmal ersetzten) Bretter eine andere Profilform aufweisen.


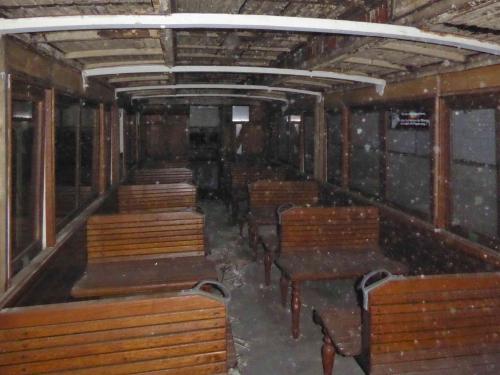
Zum Schluß ein Bild, wie der BK 7 vor der "Entkernung" aussah....

... und hier der Wagen nach Entfernung der MDF-Platten und grob gereinigt (merke: wenn man mit Blitzlicht fotografiert, sollte man das VOR dem Kehren machen ... so sieht es aus, als ob es im Wagen schneit.)

Nach der derzeitigen Grobplanung wollen wir den Wagenkasten im Laufe des Jahres in Hüinghausen vom Rahmen abheben und den Wagenkasten für die Holzarbeiten zur Tischlerei bringen. Schauen wir mal...
28. Dezember 2025: Neues aus der Fahrzeugforschung zum BK 7 (2)
Nach gut 2 Monaten (siehe Teil 1 vom 27. Oktober 2025) geht es hier mit der Befundung des BK 7 weiter. Ursprünglich hat der Wagen 3 Petroleumlampen in den Stirnwänden und in der Zwischenwand gehabt. An der mit dem Lichtschalter versehenen Stirnwand wird erkennbar, wo die Petroleumlampe (im Spiegelkasten zur Beleuchtung von Plattform und Innenraum) gesessen hat - die Öffnung ist sorgfältig mit Sperrholz verschlossen, welches mit Bierlasur-Holzmaserung versehen ist. Der Dachdurchtritt für den Kamin der Lampe ist mit Blech verschlossen.


Zum Vergleich das Foto einer Petroleumlampe im Wandkasten des Weyer-Personenwagens 38 der Borkumer Inselbahn - so soll das später im BKB 7 wieder aussehen.

Position des Laternenkastens in der anderen Stirnwand, Dachdurchtritt mit Blech verschlossen.

Spuren des Laternenkastens, der in der Abteiltrennwand montiert war. Der Dachdurchtritt für den Kamin der Lampe ist mit einem Blech verschlossen.

Es befanden sich im letzten Zustand an beiden Stirnseiten jeweils 2 Gepäckraufen. Ursprünglich kann da jedoch nur jeweils eine - immer auf der Seite ohne Laternenkasten - montiert gewesen sein. Möglicherweise gehörten dann die beiden eigentlich überzähligen an die beiden Seiten der Abteiltrennwand. Die Gepäckraufen entsprechen der Form, die laut Fabrik-Zeichnung in der 2. Klasse verbaut war. An den Stirnseiten fanden sich zudem Bohrungen und elliptische Abdrücke, die zu den zuletzt an den Seitenwänden montierten Kleiderhaken passen:


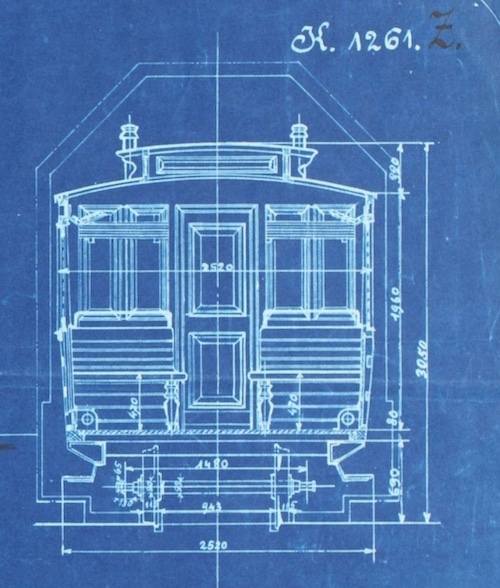
Im Niedersächsichen Landesarchiv sind die Genehmigungszeichnungen für die im Jahr 1902 gelieferten Personenwagen von Weyer erhalten. Während in der Zeichnung zu einem BC4i ein Lampenkasten in der Stirnwand (im Längsschnitt hinter der Gepäckablage, im Querschnitt ist die Trennwand der III. Klasse abgebildet) zu erahnen ist und die Kamine der Lampen eingezeichnet sind, ...
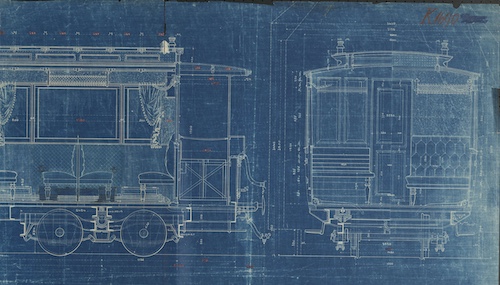
...fehlt bei der Zeichnung zum C4i ein Längsschnitt und im Querschnitt fehlt eine Darstellung des Lampenkastens, obwohl diese nach Befund nachweislich im III.-Klasse Wagen BKB 7 vorhanden war.