
9. August 2022: Einsätze von OEG-Wagen im Selfkant
Seit Samstag, dem 6. August 2022 sind drei unserer OEG-Wagen der 7,5t-Bauart bei der Selfkantbahn im Einsatz. Hinter der geliehenen Dampflok "LAURA" der Chiemseebahn machen sie eine gute Figur.

Manfred Hirtz erwischte unsere Wagen 860, 863 und 866 talwärts fahrend zwischen Birgden und Schierwaldenrath, Höhe Starzend.

Auch dieser Zug mit einem Weyer-Personenwagen der Borkumer Kleinbahn konnte gefallen, gesehen bei Geilndchen am 7.8.2022.

8. August 2022: Radsätze KKB 7 und KKB 54
Für die Radsätze des O-Wagens KKB 54 der Kehdinger Kreisbahn haben wir 4 Radreifen zu einer Radsatzwerkstatt in Hattingen gebracht. Glücklicherweise hatten wir bereits vor 3 Jahren eine größere Partie Radreifen auf Vorrat gekauft. Aktuell sind durch den Krieg in der Ukraine Radreifen Mangelware und die Lieferzeiten liegen im Bereich von Quartalen, sofern sich ein Walzwerk überhaupt um Kleinaufträge mit Sonderabmessungen kümmert.

Im Gegenzug haben wir die dort aufgearbeiteten Radsätze für unseren Salonwgen KKB 7 der Kolberger Kleinbahn abgeholt.

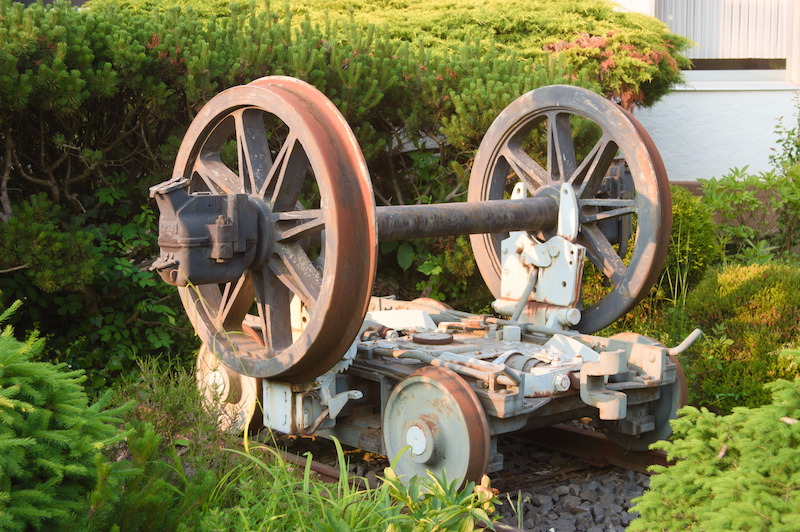
7. August 2022: Balancierkupplung am OEG 866
Die Fahrzeuge bei Kleinbaan haben 3 unterschiedliche Systeme der Zug- und Stoßvorrichtung:
- Eine Trichterkupplung bei Fahrzeugen der SEG / OEG
- Eine tiefliegenden Mittelzughaken bei den "Lenz"-Fahrzeugen
- Eine Balancierkupplung bei Fahrzeugen norddeutscher Kleinbahnen oder der Nebenbahn Mosbach Mudau
Einzelne Fahrzeuge sind mit unterschiedlichen Zug- und Stoßvorrichtungen an anderen Wagen kombinierbar. So haben die Dampfloks RUR, NASTÄTTEN, Mosbach-Mudau 4 ergänzend zur Balancierkupplung einen Schlitzpuffer; an der RUR und der E.K.B. 14g gibt es ergänzend zur Balancierkupplung einen tiefliegenden Mittelzughaken bzw. ein Kupplungsmaul. Bei der MEG - so bei unserem G-Wagen MEG 133 - gab es ergänzend zum Mittelzughaken links und rechs vom Puffer zwei Hilfskupplungen.
Um flexibel Fahrzeuge kombinieren zu können, gibt es ausserdem "Adapter"-Wagen. Beim OEG 866 ist unter der Trichterkupplung an Stelle der früheren Scharfenbergkupplung ein Mittelzughaken angebaut. Zusätzlich kann in die Trichterkupplung aller OEG-Wagen ein Balancier eingeschoben werden. Dies geht in ein paar Minuten. Auch ist bei der Balancierkupplung ein Umbau von links auf rechts liegenden Haken (z.B. DEV und Sauerländer Kleinbahn, wie im Bild unten, versus Selfkantbahn) schnell möglich.

6. August 2022: Test Bremse beim OEG 805
Nach Montage von Bremsgestänge, Bremszylinder, Bremsventilen, Behälter und Leitungen wird bei Alan Keef das Anlegen und Lösen der Bremsen getestet.

5. August 2022: Güterwagen auf Reisen
Ab dem morgigen Samstag, 6. 8. 2022, fahren 3 unserer OEG-Güterwagen für die 3 Wochen bei der Selfkantbahn. Hier ein Päärchen nach dem Aufladen in Hüinghausen, wo sie bereits vor Publikum zum Einsatz kamen.

4. August 2022: Klemmschutzleisten und Leistenrahmen am FKB 10
Die Klemmschutzleisten, der Leistenrahmen um die Außentüren und die Eckleisten in den Außenecken sind gefertigt, eingepaßt und oberflächenfertig montiert.

3. August 2022: Ein Rollbock für Kleinbaan
Heute haben wir in Jülich einen Rollbock der Ottensener Industriebahn aufgeladen, der dort seit gut 40 Jahren bei einem Eisenbahnfreund als Denkmal im Garten stand. Der zugehörige zweite Rollbock ist damals an den DEV gegangen und schmückt heute den Bahnhof Asendorf.
In sengender Hitze wurde zunächst der Rollbock AKN 223 aufgeladen.



Die Regelspurachse und das Gleismaterial kam auch noch mit.
Was uns erst nachher auffiel: fast auf den Tag genau erfolgte dies zum 100. Jahrestag der Inbetriebnahme dieses Rollbocks, die mit dem 28.7.1922 notiert worden war.
Für den Transporter war das kein Problem, hatte er doch zuvor schon drei Güterwagen von Plettenberg nach Schierwaldenrath gebracht, die dort die Feier zu "50+1" Jahre Dampfbetrieb im Kleinbahnmuseum Selfkantbahn bereichern sollen.
2. August 2022: Lampen und Lüftungsschieber für den FKB 10
Die Lampen- und Lüftungsteile vom Lampenbauer sind angekommen und fertig im FKB 10 montiert.

In Detailaufnahme der Lüftungsschieber....

und die Petroleumlampe.

1. August 2022: Kleine Ausstellung zur Aufarbeitung der RUR in Hüinghausen
Leider ist das Fahrwerk der RUR noch in Zamberk, der Lokkasten in Mönchengladbach und das Ziel vom letzten Jahr, die Lok zum Jubiläum der MME fertig zu stellen, wurde deutlich verfehlt.
Da ein Lokkessel auf zwei Lorengestellen nicht selbsterklärend ist, kam vor 2 Wochen spontan die Idee, eine kleine Ausstellung zur Aufarbeitung der Lok aus dem Boden zu stampfen: Schnell wurden wieder die Armaturen an den Kessel geschraubt, weitere aufgearbeitete Teile aus dem Regal geholt und - verteilt über Herzogenrath, Hilchenbach und Wetzlar - am Freitag ein paar Bilder ausgedruckt und Texttafeln erstellt.
Man konnte folglich nicht nur Besuchern die Funktionsweise eies Dampflokkessels allgemein auf Augenhöhe veranschaulichen, sondern auch die Besonderheiten des Kessels einer Trambahnlok erkennen.
Der Kondensatbehälter / Kohlenkasten in seiner Zwischennutzung als Ausstellungstisch. Hier gab es Armaturen vom hölzernen Gußmodell über den Gußrohling bis zum einbaufertigen Aggregat zu sehen.

Alle Fahrzeuge von Kleinbaan Service waren, sofern sie sich in der Werkstatt befanden, oder während eines Stillagers im Bahnhofsbereich mit Schautafeln zur Geschichte des einzelnen Fahrzeugs versehen. Hier ist jene des Wagens 2207 gezeigt, der auf Hebeböcken in der Werkstatt steht.

31. Juli 2022: Dienstende in Hüinghausen
Rangieren im Abendlicht: Die SPREEWALD ist mit unseren Güterwagen der Regenwalder Kleinbahn in das Ausziehgleis Richtung Herscheid gefahren und wird gleich die O-Wagen in die Fahrzeughalle zurückdrücken. Nach Restarbeiten bei der Beschriftung werden die Wagen wieder in unser Magazin gebracht; 3 OEG Güterwagen (OEG 860, 865, 866) fahren hingegen im August noch bei der Selfkantbahn.

30. Juli 2022: Kleinbaan beim Jubiläum der MME
Endlich haben Fahrzeuge von uns wieder Auslauf!
Durch die unterschiedlichen Kupplungssysteme der Güterwagen mit nur einzelnen "Adapter-Wagen" gab es einige Rangierbewegungen, damit alle Wagen für die PmG und Güterzüge in der jeweils richtigen Reihenfolge stehen. Teils wurde mit der Diesellok NAHMER, teils mit der SPREEWALD rangiert.

Hier sind 6 OEG-Güterwagen in einen Güterzug eingestellt...

... der nach einem Rangiermanöver noch um 2 O-Wagen der Regenwalder Kleinbahn verstärkt wird.

Am Spätnachmittag kommt die SPREEWALD mit einem pommerschen Güterzug die Steigung zum Bahnhof Hüinghausen herauf.

Einfahrt dieses Güterzuges mit den 4 O-Wagen der Regenwalder Kleinbahn in den Bahnhof Hüinghausen.

29. Juli 2022 (2): Endspurt vor dem MME-Jubiläum
Vor den Sonderfahrten morgen und Sonntag auf der Sauerländer Kleinbahn sind noch die letzten Beschriftungsarbeiten an unseren Güterwagen durchzuführen. Die "Bodenfläche" und der "Radstand" haben am R.K.B. 223 jetzt auch ihren Schatten bekommen.

29. Juli 2022: Führerhaus-Oberteil DHHU 20
Das Führerhaus-Oberteil der DHHU 20, diverse aufgearbeitete Dampflok-Armaturen und Druckluftbrems-Teile wurden in Hüinghausen aufgeladen und nach Veendam ins Magazin gebracht. Auf der Rückfahrt nach Hüinghausen wurden dafür 4 Radreifen und Teile für die Lenz-Personenwagen mitgenommen.

Und nicht vergessen: am 30. und 31. Juli 2022 feiert die Sauerländer Kleinbahn ihr 40-jähriges Bestehen! Wir freuen uns, Euch in Hüinghausen zu sehen!
28. Juli 2022: eingelagerte Wagenrahmen
Kürzlich wurden drei Rahmen von O-Wagen in unser Lager verbracht. Diese Fahrzeuge stehen momentan noch nicht zur Aufarbeitung an. Der hier abgebildete Rahmen wurde offenbar von der PKP sehr stark rekonstruiert. Die Werkstätte Resko (Regenwalde) der hinterpommerschen Schmalspurbahnen zog bis in die frühen 1990er-Jahre ein Aufarbeitungsprogramm für Güterwagen durch. Typisch ist die Verwendung von Schweißverbindungen statt der klassischen Nietungen.
Ob bei diesem Umbau die Originalabmessungen dieses Fahrzeuges überhaupt erhalten geblieben waren, konnte noch nicht ermittelt werden.
Zuletzt hatte der Wagen die Inventarnummer 287/08 K getragen.

27. Juli 2022: Klappsitz für den Lokführer
Die Eisenteile für den Klappsitz des Lokführers auf der E.K.B. 14g sind restauriert und lackiert. Der richtige Zusammenbau der Einzelteile erschließt sich nicht auf dem ersten Blick. Wie gut, dass wir vom Klappsitz auch ein Foto vor der Demontage gemacht haben!

26. Juli 2022: Bremsuntersuchung OEG-Wagen
An den OEG-Wagen in Hüinghausen sind die Bremsuntersuchungen durchgeführt worden - jetzt steht einem Einsatz am Wochenende nichts mehr entgegen. Für den OEG 1021 werden es die ersten öffentlichen Fahrten nach der Aufarbeitung sein.

25. Juli 2022: An die Kette gelegt
Das Abschlussbild zu den Verschlusschieber-Kettenzügen: Geschweißt, genietet und verschraubt.

24. Juli 2022: Original-Injektoren für die SH 2
Mitte der 1970er Jahre wurden bei der Selfkantbahn die Strahlpumpen an der SH 2 / NKB 16 abgeschraubt und an der Jung-Lok 21 angebaut, da dort eine betriebsfähige Strahlpumpe fehlte. Die Injektoren der SH 2 passten zwar nicht richtig und liefen nur so lala - aber die Selfkantbahn hatte damals Nichts (weder Ersatzteile, noch Werkstatt, noch Geld) und die Dampflok musste irgendwie am Laufen gehalten werden. Die Pumpen wurden auch schnell wieder abgebaut und wanderten ins Lager. Bei der Rückgabe der Lok 1978 an den Ausleiher wurde der Anbau der Strahlpumpen vergessen. So die Erinnerung von 2 noch lebenden Mitgliedern der IHS, die als Aktive damals schon dabei gewesen waren.
Tatsächlich fand sich gut 45 Jahre später im Fundus alter Strahlpumpen bei der Selfkantbahn ein Paar Injektoren, das von der Bauart (Friedmann) und nach der Erinnerung eines Lokführers ("Das könnten die Pumpen der 16 sein. Ich hatte damals das Vergnügen, diese zu bedienen. Da brauchte man in der Tat viel Fingerspitzengefühl, um die ans Laufen zu bekommen.") zur SH 2 passte. Thomas hatte bei seinem letzten Besuch in der Halle in Veendam auf dem Führerstand der SH 2 2 Stiftschrauben an der rechten Führerhaus-Seitenwand entdeckt - und tatsächlich: Der rechte Injektor paßt ohne zu murren da dran.
Es sind also WIRKLICH die richtigen Pumpen. Und wenn die Stiftschrauben gerade wären, hinge der Injektor auch senkrecht. ߘt;/p>

23. Juli 2022: Hochzeit beim OEG 805
Die Drehgestelle vom OEG 805 sind montiert. Holzklötze zwischen den Achslagergehäusen und Drehgestellrahmen vertreten die noch fehlenden Blattfedern.

"Hochzeit" beim OEG 805: Der Rahmen ist auf die Drehgestelle gesetzt.

22. Juli 2022: Schrift und Schatten
Diese Woche ging es weiter mit der Beschriftung an den Längsträgern der Lenz-O-Wagen: Zuerst die Fläche reinigen und dann die Schablone ausrichten und aufkleben.

Nach dem Abziehen der Deckfolie die Schablone auslackieren und nach einer bestimmten Zeit (abhängig von der Raumreparatur!) die Folien wieder entfernen. Wird das richtige Zeitfenster verpasst, kommt ein Teil der Schrift beim Abziehen der Folie mit....

Zur Schriftart, Größe der Schrit, deren Positionen am Wagen und zum Inhalt haben wir das Werksfoto eines O-Wagens der Kolberger Kleinbahn ausgewertet und vermessen. Demnach stimmt Schriftart und Größe der Beschriftung mit den Normalien der K.P.E.V. Blatt VI 9 überein. Die technischen Daten haben wir der Fabrikzeichnung von Beuchelt für die Regenwalder Kleinbahn entnommen.

Die Folienschablonen haben wir bei Daniel Saarbourg bezogen. Neuland war auch für ihn die Anfertigung von Schablonen für eine Schattenschrift: Wie die Schablonen für Schrift und Schatten zueinander ausrichten? Mit Überlappung arbeiten? Schatten zuerst oder zuletzt - da hilft nur praktisches Ausprobieren. Wir sind beide vom Ergebnis direkt des ersten Versuchs sehr angetan!

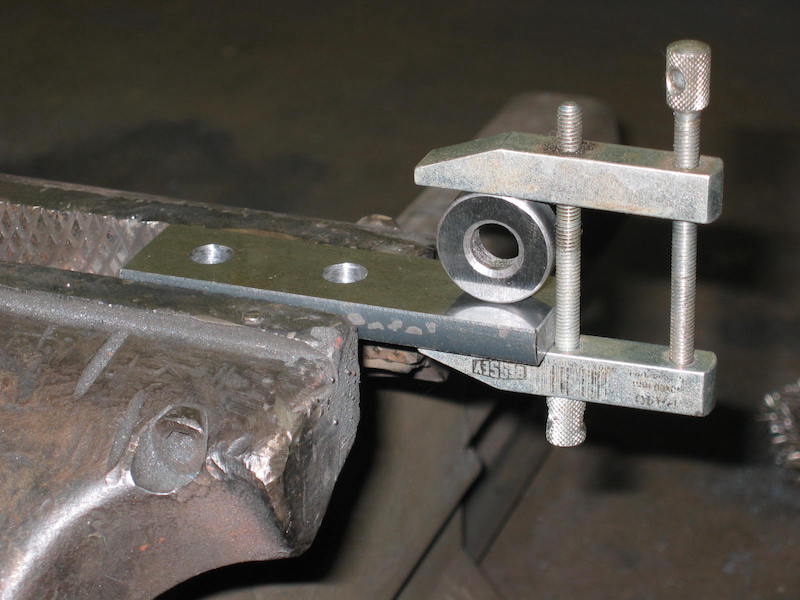
21. Juli 2022: Restarbeiten am Kohlenkasten E.K.B. 14g (3) - Kleinkunst
Die Schieber an den Entnahmeöffnungen vom Kohlenkasten können später über eine Kette im geöffneten Zustand hochgehalten werden. Aus naheliegenden Gründen muss hierzu die Kette am Schieber befestigt werden. Rein technisch ginge das über ein handelsübliches Normteil (Haken, Ringschraube, Lasche, ....). Im Original war das früher aber ein kleines Schmiedeteil.
Daraus folgt die Aufgabe: Ein Stück Flachstahl bohren, passend bearbeiteten und einen Ring auf dem Unterteil fixieren,...
... dann den Ring mit dem Unterteil verschweißen und optisch schmiedeteilartig befeilen.

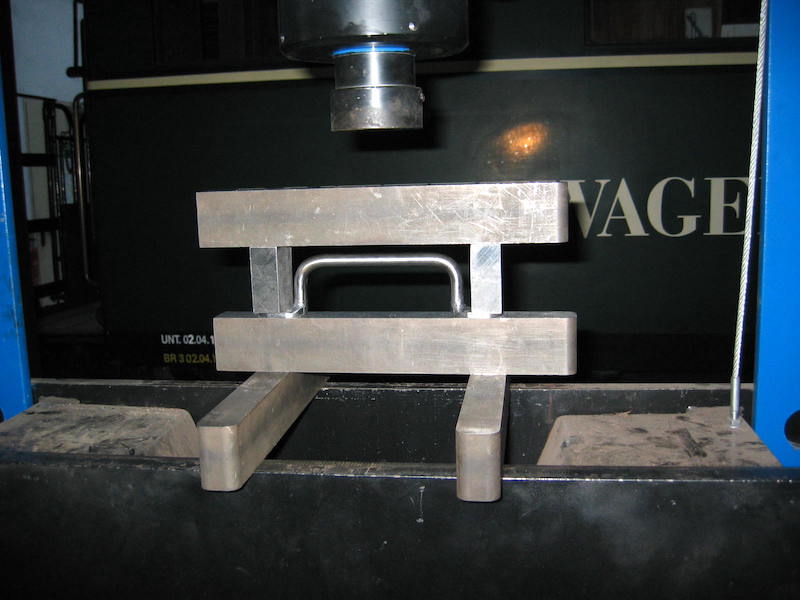
20. Juli 2022: Restarbeiten am Kohlenkasten E.K.B. 14g (2)
Weiter mit den Komplettierungsarbeiten am Kohlenkasten: Die Laschen der Handgriffe für die Entnahmeöffnungsverschlussschieber wurden auf der Presse heiß gerichtet, um den schweißbedingten Verzug zu beseitigen. (Im Hintergrund unser Buffetwagen RhB 2207).
Nach Anzeichnen und Bohren der Nietlöcher wurde die korrekte tropfenförmige Aussenkontur an die Laschen angearbeitet. Zum Warmnieten der Griffe musste dann zunächst noch eine Matrize mit dem passendem Nietkopfdurchmesser angefertigt werden. 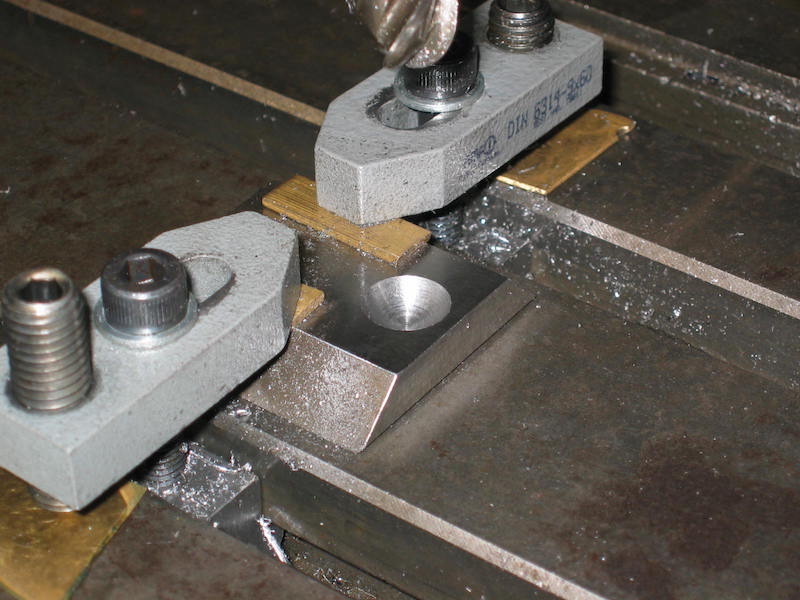
Hiernach konnte es dann endlich an das Annieten der Griffe gehen. Wer sieht deise Arbeiten nachher noch den beiden Griffen an?

19. Juli 2022: Restarbeiten Kohlenkasten E.K.B. 14g (1)
Wer kennt das nicht: Man ist so gut wie fertig, nur ein paar "Kleinigkeiten" fehlen. Die kosten dann noch mal richtig Zeit!
Für die Kohlenkastendeckel fehlten noch zwei Scharniere. Aus naheliegenden Gründen sollen die neuen Scharniere wie die Altteile aussehen. Vorne die beiden entrosteten Altteile, dahinter die beiden Nachfertigungen.

18. Juli 2022: Blattfedern Lok 4
Die Federn unserer Mosbacher-Mudauer Lok 4 sind in Arbeit. Die Ausführung ist etwas eigenartig: Eine hat noch (friedensmäßig) zugespitzte Blattenden, 5 haben die vereinfachte Krigesausführung mit gerade geschnittenen Enden. Üblicherweise haben Federn aber einen Keil mit Beilage, um die Mittenwarze als Verschiebesicherung aufzunehmen. Durch Herausschlagen des Keiles werden die Federn auch wieder zerlegt. Hier gibt es aber nichts dergleichen. Die Federbunde können nur durch Auftrennen abgenommen werden.
Das hat EWK jetzt gemacht. Jetzt erkennt man, daß zwar die Hauptlagen Mittenwarzen haben, die weiteren unteren Lagen aber frei jeder Verschiebesicherung sind. Die werden also nur durch die Spannung des aufgeschrumpften Bundes gehalten. Man erkennt, daß es früher mal seitliche Lagesicherungen gegeben haben muß (oder man hatte Federblätter in Zweitverwendung eingebaut, was durchaus üblich war). Da die Federblätter einen ganz guten Eindruck machen, werden wir sie nur entrosten, glatt schleifen und mit neuen Bunden wieder zusammensetzen.

17. Juli 2022: Jahrestag Stillegung Plettenberger Kleinbahn - Schilder und Güterwagen
Vor genau 60 Jahren fand am 17. Juli 1962 die offizielle Abschiedsfahrt der Plettenberger Kleinbahn (PKB) statt. Passend zum Jahrestag konnten wir diese Woche aus dem Nachlass eines englischen Lokschilder-Sammlers, der die PKB besucht hatte, einen Originalschildersatz der Kastenlok W. SEISSENSCHMIDT erwerben. Wenn alles klappt, ist das Schild rechtzeitig zur Eröffnung der Fotoausstellung im Heimathaus (Kirchplatz 8) in Plettenberg. Gerne hätten wir die Schilder an die Schwestermaschine #3 der PKB geschraubt; die heutige "PLETTENBERG" vom DEV ist leider nicht rechtzeitig fertig geworden und kann nicht, wie geplant, zur Sauerländer Kleinbahn kommen. Vielleicht geht das noch ein anderes Mal...
Vor Ort in Hüinghausen sind hingegen jetzt alle 6 OEG-Güterwagen (OEG 702, 860, 863, 866, 886, 1021), die zum Jubiläum eingesetzt werden sollen. Aktuell laufen an den Wagen die Fristarbeiten. Hier sind keine großen Überraschungen zu erwarten, da die Wagen seit der Aufarbeitung keine 50 km gelaufen sind. Einen Vorgeschmack auf die Einsätze am 30. / 31. Juli gibt es hier: Lok Nahmer rangiert mit den 3 O-Wagen OEG 863, 886 und 866 in Hüinghausen.
