
20. September 2023: Revisionsklappen KKB 7
Die Revisionsklappen sind in der 3. Klasse....


der zweiten Klasse und...

der ersten Klasse montiert.sind fertig montiert.

Über die Revisionsklappen können die Wasser-Auffangwannen in den Schächten unter den Fenster von Blättern, Fahrkarten, Müll und sonstige Dreck gesäubert werden, die sich dort im Laufe der Jahre angesammelt haben. Bei der einen oder anderen Museumsbahn konnte über eine Revisionsklappe auch schon mal ein Handy gerettet werden, was beim Spielen am geöffneten Fenster in den dünnen Spalt zwischen Fensterrahmen und Innenleiste gefallen war.
Interessanterweise gab im vom Grundaufbau "baugleichen" - allerdings von Beuchelt statt von Görlitz gebauten - Wagenkasten des BPwPost FKB 6 keinerlei Spuren einer Revisionsklappen unter den Fenstern zu finden.
19. September 2023: Endspurt Salonabteil KKB 7
Die Lehnen der 1. Klasse sind (bis auf den Einzelsitz) eingebaut. Der Tischler kann jetzt die Zierleisten fertig anpassen und montieren. Auf dem Boden der Heizkörper der Preßkohelnheizung.

Der Polsterer hat die restlichen Lehnen, Sitze und Armstützen fertig - die sollen diese Woche noch montiert werden. Hier schon die erste Sitzbank vom 1. Klasse-Abteil. Unten an der Wand ist die Revisionsklappe vom Fensterschacht zu erahnen.

Die Gepäckablagen, die Lüftungsschieber in allen drei Abteilen und die Dachaufsätze (Lüftung und Lampen) sind fertig montiert. Die Lampen werden ebenfalls noch im Laufe der Woche angebaut.

Damit die höheren Fahrpreise auch gerechtfertigt gerechtfertigt erscheinen: Statt dem Gepäcknetz aus Samtkordel und den Messing-Gepäcknetzhaltern (Bild oben) haben die Gepäckablagen in der 2. Klasse nur Holzleisten und lackierte Stützen, ....

... während die 3. Klasse mit einfachen Ablagebrettern auskommen muß.

18. September 2023: Reparatur Oberteil Sandkasten E.K.B. 14g
Die "unendliche Geschichte" von der Reparatur des Sandkastens der E.K.B. geht mit dem Oberteil weiter. Nach dem Entlacken mit der Drahtbürste werden Risse und Rostlöcher sichtbar.

Wegen der komplexen Form wird des Oberteil auf dem Kasten als Lehre montiert und fixiert. An einer Seite waren Löcher und Kanten vom Rost so angefressen, dass ein größerer ausgetrennt und ein Flicken eingesetzt wurde.

Der eingepasste Flicken nach einigen Stunden Spengler- und Schweißarbeiten.

Auch an anderer Stelle mussten Flicken eingesetzt ....

... oder ausgefranste Löcher am Rand aufgeschweißt und glatt geschliffen werden.


17. September 2023: Entwässerungsanschluß Rauchkammerträger RUR (2)
Nach dem Umspannen ...

... wurde die Rückseite plangedreht, wobei ein Zentrieransatz stehengeblieben ist, und diese mit Dichtrillen versehen.

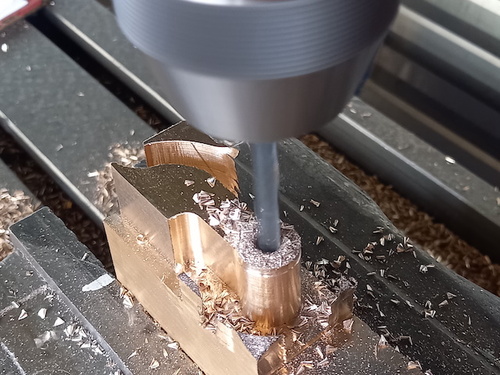
Anschließend wurde der Zweilochflansch einschließlich der beiden Flanschbohrungen angerissen und nach Augenmaß auf die Fräse gespannt, wo die Flanschkontur herausgearbeitet wurde:

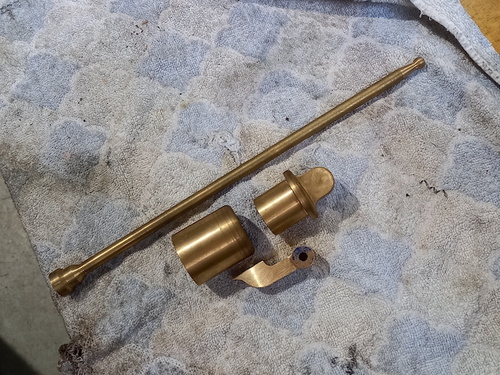
Ein paar Feilstriche und zwei Bohrungen später zeigt sich das fertige Bauteil:

16. September 2023: Entwässerungsanschluß Rauchkammerträger RUR (1)
Für die RUR fehlte noch ein Entwässerungsanschluß für den als Rauchkammerträger ausgebildeten Schalldämpfer, in den der Maschinenauspuff geleitet wird. Das Kondensat soll über eine Leitung dem Ausströmkasten des Zylinderblocks zugeleitet werden. Der Ausströmkasten hat hierfür über dem Anschluß, an den der Entwässerungshahn für den Ausströmkasten montiert wird, einen weiteren Stutzen (über dessen Bedeutung wir in der Vergangenheit bereits gerätselt hatten). Auf diesem Foto erkennt man den zylinderseitigen Anschluß für die erwähnte Entwässerungsleitung.

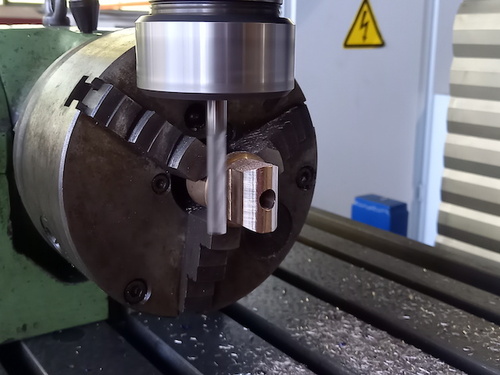
Rauchkammerseitig muss natürlich auch ein Rohranschluss hin. Thomas hat sich überlegt, einen Stutzen für eine Rohrverschraubung mit einem Zweilochflansch zu versehen, der von der Unterseite an den Boden des Rauchkammerträgers angeschraubt wird. Ausgangsmaterial war ein Stück Sechskant SW 50, der auf die Planscheibe gespannt wurde.

Zunächst erhielt das Werkstück eine Mittenbohrung mit Aussenkung für eine Bundbuchse.

Danach wurde ein Zapfen angedreht ...

.. und mit einem Lokomotivgewinde W 26x1/10" versehen.

15. September 2023: Komplettierung Biegevorrichtung Abdampfleitung RUR
Für die Biegevorrichtung werden noch zwei Böckchen / Gegenlager gebaut.

Das dickwandige 80 mm Kupferorhr der Abdampfleitung in der Vorrichtung auf der schweren Hydraulikpresse.

Zum Biegen wird das Rohr mit z.B. Sand gefühlt. Damit der Sand nicht aus dem Rohr fällt werden zwei Deckel angfertigt.

Abdampfrohr mit angeschraubten Deckeln bereit zum Biegen.

14. September 2023: Siebplatte Schalldämpfer Körting-Bremse RUR
Letzte Woche kam endlich die Siebplatte für den Schalldämpfer der Körtingbremse an. Mit T-Schrauben wird die Siebplatte im Schalldämpfer befestigt.

12. September 2023: Kleine Anstellventile für die Körting-Doppelsauger (2)
Wie bei den großen Anstellventilen kommen anschließend die Führungsflügel dran:



Zum guten Schluß folgt die Ventilkegelfläche und die Spitze am Ende:

Das Bauteil in der Einbauposition:

11. September 2023: Kleine Anstellventile für die Körting-Doppelsauger (1)
Auch die Fertigstelleung der bereits vor geraumer Zeit vorgedrehten Anstellventilkegel für das kleine Luftsauger-Düsensystem stand noch an. Analog zu den großen Kegeln (siehe Beitrag von letzter Woche) musste die Aufnahme für den "Pilz" am Ende der Ventilspindel gefräst werden:



Ein Freistich für die Fertigung der Kegelfläche wird eingebracht und das Ende zylindrisch abgesetzt:


10. September 2023: Futterleisten Dach RUR
Der Schreiner hat die Futterleisten für die Dachenden geliefert. Hier wurden sie auf den Lokkasten gelegt um zur überprüfen, ob es alles passt.


9. September 2023: Dachhaut RUR und der Halbblutprinz
Im Giftschrank von Hogwarts haben wir eine vergilbte Abschrift aus Robert Garbes Werk "Die Dampflokomotiven der Gegenwart" vom Rezept zum Kochen der Deckenmasse gefunden. "Man nehme 43 kg Leinölfirnis, 28 kg gemahlener Kreide, je 7 kg Ocker und gebrannter Umbra, 1 kg Silberglätte und 14 kg Burgunderharz...."
Also ab in die Alchimistenküche. Da ein Kupferkessel nicht zur Hand war, musste ein schnöder alter Kochtopf herhalten. Nach dem Auswiegen der einzelnen Bestandteile wurde zunächst die Leinölfirnis in dem Topf aufgewärmt und das Burgunderharz zugegeben.

Schließlich löst sich das Burgunderharz in der Firnis.

Danach wird das aus Rügener Kreide, Ocker und Umbra zusammengemengte Pulver untergerührt.

Eigentlich sollte jetzt eine spachtelbare Masse entstehen, die im noch warmen Zustand auf das abzudichtende Bauteil aufgetragen werden soll, was allerdings nicht der Fall war. Lag es am Edelstahltopf statt des Kupferkessels? Hätten wir besser Kreide aus Böhmen an Stelle der Rügener Kreide nehmen sollen? Oder lieber die Masse links bei Vollmund statt mittags rechts mit dem Löffel umgerührt?

Auch nach Abkühlung auf etwa 30°C blieb die Substanz deutlich zu flüssig, weshalb Thomas nach und nach noch etwa 500 g Kreide eingerührt hat und damit auf etwa den doppelten Feststoffgehalt gegenüber dem Originalrezept kam.

Diese Masse ließ sich nun einwandfrei in der benötigten Schichtdicke mit dem Spachtel auftragen:

Nach Einlegen der Leinwand ergab sich folgendes Bild:

Diese Deckenmasse wurde ohne Zusatz der im Originalrezept vorgesehenen Silberglätte (ein Bleioxid, das als Trocknungsbeschleuniger zugesetzt wird) hergestellt - wir sind also gespannt, wie sich der Trocknungsprozeß darstellt. Um einen Vergleich zu haben, hat Thomas einen zweiten Ansatz der Deckenmasse mit dem als Ersatzstoff für Silberglätte verwendbaren (und ungiftigen) Zinkoxid versetzt:

Mal schauen, was da jetzt übers Wochenende passiert. Wir rätselen nun noch darüber, warum die Masse anfangs so dünnflüssig war - möglicherweise hat Leinölfirnis nicht immer dieselbe Viskosität. Wir hätten das Leinöl vielleich doch besser im Druidenbedarf in der Winkelgasse gekauft. Wie dem auch sei - wenn die Versuchsmasse nach einigen Tagen oberflächentrocken, aber noch elastisch ist, sind wir zufrieden.
Wenn die Masse getrocknet ist, werden die Probestücke noch 2 mal mit Leinölfirnis gestrichen und mit Sand bestreut.
8. September 2023: Dach für die RUR
Die Bretter für das Dach der RUR sind eingetroffen.

Für die gebogenen Endstücke des Daches haben wir Schablonen angefertigt.

7. September 2023: Lackierter Wagenkasten KKB 7
Nachdem der Dachdecker letzte Woche die Arbeiten auf dem Dach beendet hatte, wurde der Wagenkasten von außen fertig lackiert.

Der Polsterer hat alle Sitzflächen fertig - die werden jetzt anprobiert. Die Lehnen sollen in den nächsten 3 Wochen folgen. Die Holzbänke in der 3. Klasse werde noch in dieser Woche montiert.

6. September 2023: Anstellventilkegel Luftsauger RUR und E.K.B. 14g (2)
Weiter geht es mit den Führungsflügeln: Zuerst werden 4 Bohrungen an der Stirnseite des Werkstücks eingebracht.

Anschließend wird durch Verfahren des Fräsers in x- bzw. y-Richtung ein Führungsflügel nach dem anderen herausgearbeitet:



7 auf einen Streich, wobei bei dem vordersten Exemplar bereits die Kegelfläche angedreht wurde:

Zum Schluß noch ein Bild in der Einbauposition.

5. September 2023: Anstellventilkegel Luftsauger RUR und E.K.B. 14g (1)
Bereits vor geraumer Zeit hatte Thomas die Ventilkegel für das große Düsensystem der Körtingsauger vorgedreht. Jetzt geht es mit den doch recht aufwendigen Anstellventilkegel weiter. Es müssen Nuten gefräst und die Führungsflügel aus dem Vollen herausgearbeitet werden.
Los geht es mit der seitlichen Nut, durch die später der pilzförmige Ansatz der Ventilspindel hindurchpassen muss - diese wird mit einem Nutenfräser in mehreren Durchläufen hergestellt. Damit die Nut auch schön in der Mitte landet, wird mit dem Fräser bis zur Werkstückmitte gefahren und das Werkstück dann mit dem Teilkopf um 180° gedreht. Den Fräser fährt man dann wieder aus dem Werkstück heraus, wodurch die zweite Seite der Nut symmetrisch zur Werkstückmitte gefertigt wird.

Mit einem Schlitzfräser wird die Aufnahme für den "Pilz" geschaffen, die umlaufende ringförmige Nut entsteht, indem man mit dem Fräser um ein definiertes Maß über die Mitte des Werkstücks hinausfährt und das Werkstück dann langsam um 360° dreht.


7 fertige Teile für die Kleinserie der Körtingsauger.

4. September 2023: Entwässerungsstutzen Schalldämpfer Körtingbremse RUR
Als kleine "Zwischendurcharbeit" hat Thomas den Entwässerungsstutzen für den Schalldämpfer gebastelt.


Im Tagebucheintrag vom 24. August ist der Stutzen im eingebauten Zustand zu sehen.
3. September 2023: Kropfachse RUR
Die gekröpfte Radsatzwelle der Treibachse der RUR ist von der Kurbelwellenschleiferei zurück in Žamberk.

2. September 2023: Biegestempel für Abdampfleitung RUR
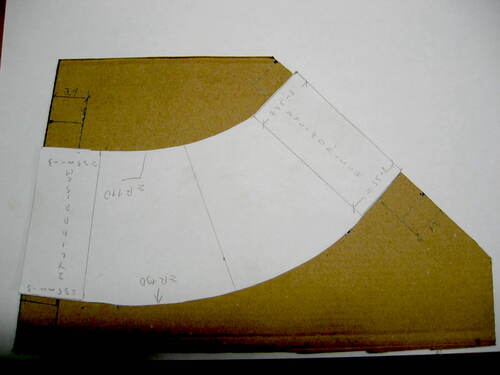
Für die Abdampfleitung zwischen Rauchkammersattel und Drehschieberventil muss ein Kupferrohr passend gebogen werden. Abstand und Winkellage der beiden Flansche werden über eine Kartonschablone aufgenommen,...
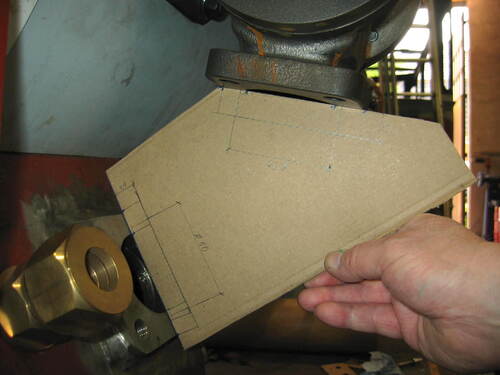
der Biegeradius ermittelt,...
hiernach ein Drehteil angefertigt,....

das dann in der Mitte durchgesägt wird.

Beide Hälften zu einem Stempel zusammengeschweißt.

Der Biegestempel eigebaut in die Hydraulikpresse. Zusätzlich noch zwei Biegerollenaufnahmeplatten (Biegestempel-Gegenlager) konstruiert und gebaut - jetzt kann es mit dem Biegen des Abdampfrohres los gehen!

1. September 2023: Tenderprobierhähne E.K.B. 14g (3)
Gehäuse Tenderprobierhahn, Küken und aufgesteckter Griff:

Abschließend werden die Griffe hart mit den Küken verlötet, sauber entgratet und geschliffen sowie in den Hahngehäusen eingeschliffen. Es fehlen jetzt nur noch die M8-Messingmuttern für die Endmontage.

3 Hähne der Kleinserie sind für den rechten Seitenwasserkasten der 14g, von der auch die (abgängigen) Muster für den Nachbau stammen (siehe Bild unten). Weitere Prüfhähne werden wir an den Kühlwasserbehälter der RUR anbauen.

31. August 2023: Tenderprobierhähne E.K.B. 14g (2)
Nach Anfertigung der Vorrichtung (siehe Beitrag von gestern) kann es endlich zur Sache gehen. Die Spannbrücke mit eingespanntem Hahngriff-Rohling wird so unter der Senkrechfrässpindel positioniert, dass sich durch die Rotation des Teilapparates am Ende des Rohlings ein Radius ergibt:

Auf diese Weise werden beide Enden des Hahngriffes bearbeitet.

Schließlich müssen noch die Seiten der Griffe in Form gebracht werden. Hierzu wird der Griff "nach Augenmaß" so eingespannt, dass nach dem Fräsen eine Fläche entsteht, die an beiden Seiten des Griffes tangential in die gefrästen Radien ausläuft: Vorher,...

... während der Bearbeitung ...

... und nachher:

30. August 2023: Tenderprobierhähne E.K.B. 14g (1)
Da die Griffe der Tenderprobierhähne aus Vollmaterial herausgearbeitet werden mussten (die Originale waren zusammen mit dem Küken in einem Stück gegossen, was für uns aber ausschied, da wir für eine Kleinserie kein Gußmodell für die Hahnküken anfertigen wollten und die Küken aus dem Vollen gedreht wurden), wurde zunächst eine Spannvorrichtung gefertigt, mittels derer die Hahngriffe zum Fräsen der Radien an den Enden auf den Teilapparat der Fräse gespannt werden konnten:

Ein auf der Drehmaschine vorgearbeiteter Stahlquader erhält auf der Fräse mehrere Absätze in zweckentsprechender Anordnung:

Später werden noch zwei Gewinde und eine Spannbrücke hinzugefügt, sodass das Ganze so aussieht:

In der Nut lässt sich nun mittels der Spannbrücke ein Hahngriff-Rohling einspannen.

29. August 2023: Bremsseilhaspel FKB 6
An dier Seilhaspel der Görlitzer Gewichtsbremse im BPwPost FKB 6 wurde die zu weiche bzw schwache Sperrklinkenfeder ausgebaut, mit der Flamme glühend gemacht und die Vorspannung um ca. 20 mm erhöht. Die komplette Feder wurde dann buntgehärtet (gehärtet, entzundert, blank geschliffen, blau angelassen) und klar lackiert.

Die überarbeitete Feder wieder eingebaut in der Bremshaspel.
28. August 2023: Dampfpfeife Mosbach - Mudau 4
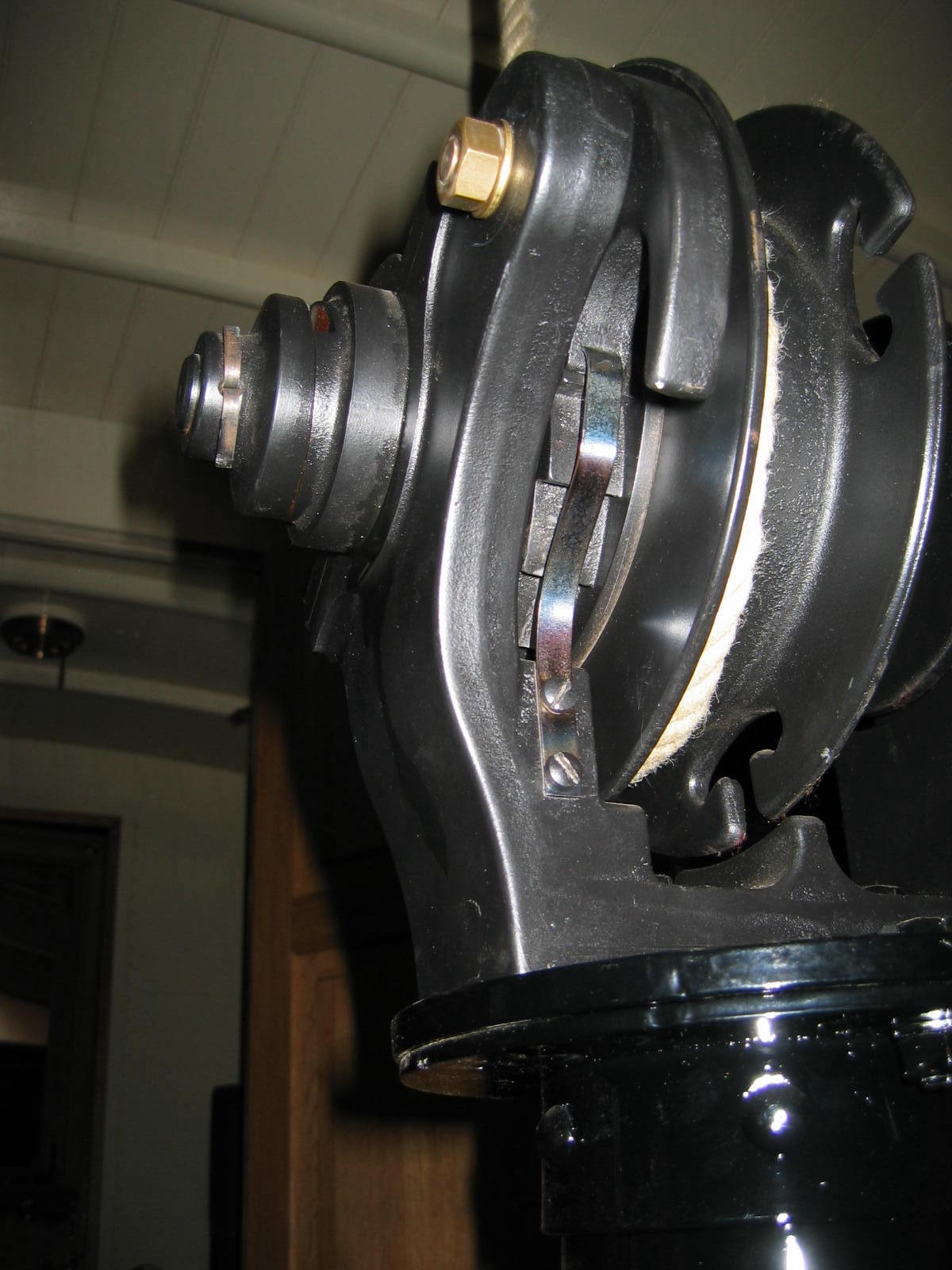
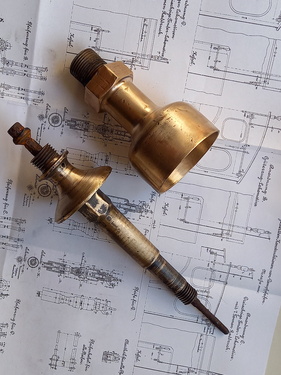
Die Pfeife der Lok ist (vermutlich nach dem Krieg) umgebaut worden: Statt des geraden Hebels mit einer einfachen Zugstange ins Führerhaus hinein, wurde ein gebogener Hebel mit einer zusätzlichen Umlenkung auf dem Führerhausdach angebracht. Zudem war auch eine stählerne, und daher ziemlich verrostete Ventilspindel eingebaut. Der ursprüngliche Zustand wurde in Anlehnung an die preußische Musterzeichnung für Dampfpfeifen rekonstruiert.
Zur Fertigung wurde die Hilfe der rechnergesteuerten Fräsmaschine in Anspruch genommen.
Die Hebelstütze wurde als Kontur gefräst, abgetrennt und dann auf das fertige Drehteil aufgelötet.
Die Spindel aus Rotguß hat unten einen abgestuften Ventilkegel; damit werden deutliche Lautstärkenunterschiede (Halbton / Vollton), z.B. leise Pfiffe beim Rangieren möglich sein.
Der beste Abstand der Pfeifenglocke zum Ringspalt wurde durch Ausprobieren mittels Einfügen von Scheiben gefunden und schließlich durch passende Rotgußhülsen eingestellt.

27. August 2023: 3. Klasse Abteil KKB 7
Der Lärchenholzboden in der 3. Klasse ist eingebaut und versiegelt.

Die Presskohleheizungen sind vormontiert, müssen für die Montage der Scheuerleisten und Bänke aber noch mal ab.

Die Stirnseiten sind von außen fertig lackiert. Am Donnerstag hat der Klempner die Kupferbleche und -rollen am Dach montiert und will bis Dienstag alle Blecharbeiten am und auf dem Dach beendet haben. Wenn alles klappt, ist bis Mittwoch das Dach fertig eingedeckt - dann können wir am Donnerstag den Wagenkasten von außen fertig lackieren.

26. August 2023: Innenaufnahmen Salonabteil KKB 7
Almählich wird es im 1. Klasse-Abteil vom KKB wohnlich. Die Linoleumböden sind verklebt, die Stöße verschweißt und die Hitzschutzschilder der Presskohlenheizung festgeschraubt und schwarz lackiert. Gut zu sehen: Das Abgasrohr der Presskohlenheizung.

Ein Blick von unten auf Fußbodenunterseite: Die Löcher für die Abgasrohre sind gebohrt und die Flansche montiert.

Die Innenwände der 1.Klasse sind oberflächenfertig eingebaut. Edel mutet der Kontrast zwischen der weiß gestrichenen Lincrusta-Tapete und den dunkel gebeizten Holzleisten an.

Der Polsterer war Donnerstag in Coburg, um die erste Couchecke anzuprobieren. Nach ein paar kleineren Anpassungsarbeiten hat das Chaiselongue auch gepasst.
