
7. Februar 2025: Aufsetzen Lokkasten RUR
„Hochzeit“ bei der RUR: Der Lokkasten ist wieder auf das Fahrgestell mit dem Kessel gesetzt worden. Auch wenn noch Dach, Dachkondensator, Puffer, Triebwerksverkleidungen, Endlackierung, Schilder, Läutewerk und einige Leitungen fehlen ist dies ein guter Vorgeschmack auf das spätere Aussehen der Lok.



Für die Arbeit mit dem Mobilkran durfte sie mal kurz die Werkstatt im noch erkennbar winterlichen Sauerland verlassen.
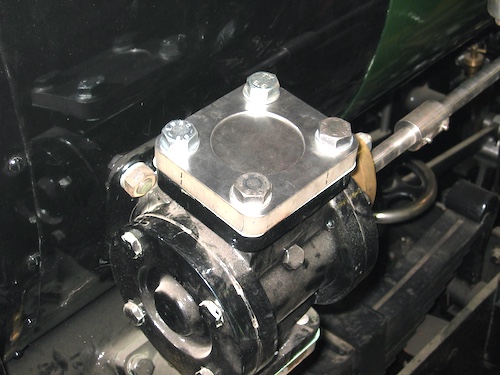
6. Februar 2025: Blindstopfen für Drehschieber Kondensator RUR
Da die ersten Probefahrten der RUR vor Anschluss des Dachkondensators stattfinden werden, haben wir für den Drehschieber zum Umschalten zwischen Kondensator und Blasrohr einen Blindstopfen gedreht und zusammen mit einer Dichtung am Schieberausgang angebaut.



5. Februar 2025: Schlüssel Waschlukenstopfen RUR
Für die Waschlukenstopfen des Kessels wurde noch ein Schlüssel angefertigt.






4. Februar 2025: Abdampfleitung RUR (4)
Das bereits vor einigen Wochen vorgefertigte Dampfausströmrohr musste noch aus mehreren Teilen zusammengelötet werden, wobei genau auf die Positionen der Teile zueinander geachtet werden musste:


Wenn das Rohr seine Druckprobe erfolgreich absolviert hat, ist es montagebereit.
3. Februar 2025: Abdampfleitung Sicherheitsventil RUR
Beim Sicherheitsventil fehlte noch die Abdampfleitung. Ohne diese Leitung würde das Sicherheitsventil im Lokkasten direkt nebem dem Lokführer abblasen.... Für die Leitung wurde noch eine Halterung gebaut und an den Schornstein geschraubt.



2. Februar 2025: Frischdampfleitung RUR (4)
Nach dem Anfertigen des Dichtlinsensitzes (siehe Beitrag von gestern) ist an der Einströmleitung noch der Stutzen für den Anschluss der Ölsperren auf das Rohr zu löten:

Die dort einzuschraubenden Bauteile (Ölsperrventile, Anschlußblock) mussten nun nicht nur dampfdicht eingeschraubt, sondern auch korrekt positioniert werden, was einiges Experimentieren mit verschieden starken Kupferdichtungen erforderlich machte. Nachdem dies erledigt war und 2 Prüfflansche gefertigt waren, konnte das Rohr erfolgreich einer Wasserdruckprobe unterzogen werden:

Schließlich wurde das Rohr zur Isolierung noch mit Glasgespinstschnur umwickelt und liegt jetzt für den Einbau bereit:

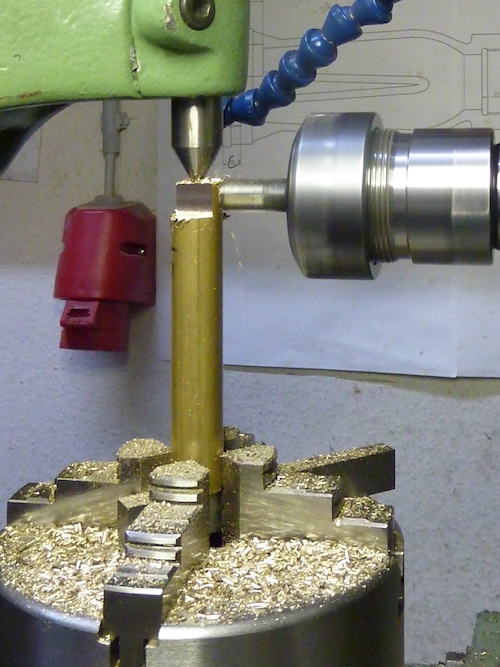
1. Februar 2025: Vorrichtung zum Anfertigen Linsensitz für Einströmrohr RUR
Beim Aufarbeiten von Loks fallen Arbeiten an, die früher in Werkstätten alltäglich waren. Manchmal so alltäglich, dass das "wie" für diesen Schritt in früheren Anleitungen nicht näher beschrieben war. Dies gilt beispielswiese für die Rohrbearbeitung für einen Linsensitz: Nachdem das Dampfeinströmrohr ja nun endlich fertig gebogen werden konnte, galt es nun, den zylinderseitigen, noch von 1899 stammenden Zweischraubenflansch mit dem Rohrende zu "verheiraten". Hierfür haben wir zunächst mit einem Rohr-Rest das Aufweiten mittels Rohrwalze ausprobiert - als Ergebnis ist eine Muffenverbindung herausgekommen.


Anschließend hat sich Thomas Gedanken dazu gemacht, wie man das Rohrende zu einem Linsensitz aufbördelt und hierzu Werkzeug angefertigt. Als Ausgangsbasis diente mal wieder ein Kuppelzapfen der 99 7204:

Es wurden 2 kegelförmige Preßdorne mit unterschiedlichen Neigungen angefertigt, die nacheinander in das umzubördelnde Rohrende eingetrieben werden sollten:





Bevor wir uns dann ans Einströmrohr getraut haben, hat Thomas noch eine Vorrichtung konstruiert, die sich auf das Rohr klemmen lässt und als Widerlager zum Eintreiben der kegeligen Dorne dient:

Das Ganze in Aktion:

Das Rohrende wurde zwischen den Preßvorgängen jeweils weichgeglüht.

Die fertige Bördelung:

Nachdem dieses Verfahren seine Tauglichkeit bewiesen hat, werden wir einen gleichartigen Werkzeugsatz für Rohre mit NW 25 anfertigen, der an den Stellen zum Einsatz kommt, wo z.B. die Leitung vom Wasserkasten zum Kühlwasserbehälter oder die Injektordampfleitungen aus Montagegründen praktischerweise geteilt werden müssen.
31. Januar 2025: Nieten Dachaufsatz RUR
Diese Woche haben wir die Dachaufsatzhaube der RUR final genietet.

Die als Vorrichtung gebastelte "Nietbank" von der Hinterseite.

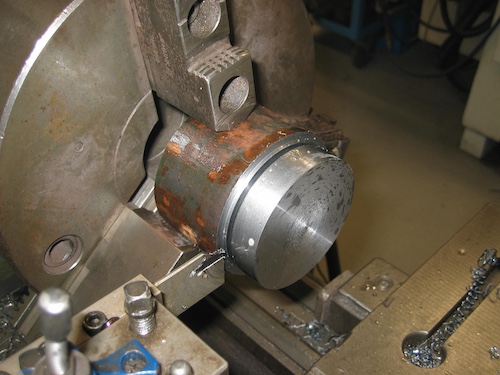
30. Januar 2025: Ölrohrstutzen E.K.B. 14g
2 Ölrohrstutzen mussten für die 14g neu gefertigt werden: Diese Stutzen sitzen auf den Zylindern der Lokomotive und werden dort mit einem kegeligen Gewinde mit der Krauß-typischen Steigung von 11 Gang pro Zoll eingeschraubt, die Kegelneigung beträgt 1:7. Wie man erkennt, waren die an der Lok vorhandenen Stutzen sehr stark abgezehrt. Ferner weisen die alten Stutzen am oberen Ende ein Innengewinde zur Aufnahme der (finnischen?) Ölsperren auf. Da wir uns ja dazu entschlossen haben, die Lok wieder mit einem DeLimon-Öler auszurüsten, mussten die neuen Stutzen ein Außengewinde W 23 x 1/10" für eine Ölrohrverschraubung erhalten.

Die äußere Gestaltung der Ölrohrstutzen erfolgte in Anlehnung an ein preußisches Musterblatt.



29. Januar 2025: Aufarbeitung De Limon Dampföler für E.K.B. 14g und FKB 5i
Für den ersten in Arbeit befindlichen DeLimon-Sichtöler habe ich neue Überwurfmuttern angefertigt - die vorhandenen waren größtenteils aus Eisen und wiesen "variable" Schlüsselweiten auf.

Mit 2 Sätzen Regulier- und Absperrspindeln wurde begonnen:
Sie erhalten an einem Ende Vierkante zur Aufnahme der Naben, mit denen die Holzknäufe auf den Spindeln befestigt werden - überraschenderweise zeigte sich bei der Reinigung der Naben, dass diese teilweise aus Aluminium-Guß bestehen. Natürlich sind alle Vierkante unterschiedlich, sodass jede Spindel individuell angepaßt werden musste.

28. Januar 2025: Lackieren Gepäckabteil PwPost Bk 38
Die Verbretterung des Gepäckabteils ist komplett abgebaut, zwischengeschliffen, endlackiert und wird gerade wieder montiert. Die Türen des Postabteiles werden gerade fertig angepasst und sollten noch in dieser Woche grundiert werden. Wenn die Türen fertig sind, können die Tischler auch das Postabteil langsam demontieren und oberflächenfertig machen.


Die Revisionstür innen in der Hundekiste ist auch fertig (Bild im Anhang) und wird wie alle anderen Türen auch mit einem 8mm-Vierkant verschlossen.
Dda es diese Tür im Original ja nicht gab, haben wir sie etwas größer als beim DEV konzipiert - damit es beim Verstauen der "Bierkisten" keine
Probleme gibt.
-
27. Januar 2025: Bundbuchse und Überwurfmutter Bremszylindermanometer RUR
Für das Bremszylindermanometer der RUR wurden noch eine Bundbuchse und eine Überwurfmutter angefertigt:


26. Januar 2025: Fahrgestell KKB 141 beim Tischler eingetroffen
Am Freitag wurde das Fahrgestell unseres G-Wagens KKB 141 zur Tischlerei gebracht. Eine gute Partie der Holzteile ist bereits vorgefertigt und es wird hier zeitnah weitergehen.

25. Januar 2025: Entwässerungsleitungen für die Luftpumpe der RUR
Die Westinghouse Pumpe der RUR braucht noch 2 Entwässerungsleitungen. Für die Befestigungsschellen muss erstmal eine Biegematrize angefertigt werden:




Die Entwässerungsleitungen und die Befestigungsschelle an ihrem Platz.

24. Januar 2025: Durchführungen Fußboden RUR für Sandfallrohre
Da Sandfallrohre müssen zum Einbau der Fußbodens noch geteilt werden, weil sonst die Rohre im Betrieb nicht mehr z.B. zum Öffnen der Rauchkammertüre leicht ein-und und ausgehängt werden können. An Reststücken der verwendeten Stahlrohre haben wir Aufwalzversuche zur praktischen Klärung der geeigneten Durchmesserpaarung der Steckverbindung gemacht.


Mit diesem Input haben wir dann die 4 Verbindungsstücke zur Befestigung der unteren Sandrohrhälften am Holzboden sowie zum Einstecken der oberen Rohrhälften angefertigt.

23. Januar 2025: Bundbuchsen und Überwurfmutern für die RUR
An der Luftpumpe der RUR ist an der Frischdampfleitung ein Entwässerungshahn sowie am Dampfzylinder ein selbsttätiges Entwässerungsventil montiert. Für beide mussten noch Bundbuchsen zur Montage der Entwässerungsleitungen und die dazugehörenden Überwurfmuttern gefertigt werden. Sechskant-Material in passender Schlüsselweite war nicht vorrätig, also musste zur Selbsthilfe gegriffen werden:



22. Januar 2025: Frischdampfleitung RUR (3)
Das Einströmrohr an der RUR nimmt langsam Gestalt an:

Es erwies sich als praktisch, dass im Sauerland Schnee gefallen war - das Rohr ließ sich sehr gut darin abkühlen :-)

Erste Anprobe:

Als nächster Schritt wurde bereits am dampfdomseitigen Ende die Linsenbundbuchse angelötet; weiter geht es nun am zylinderseitigen Ende mit dem Aufweiten und Einwalzen des Rohrs in den originalen, noch verwendbaren Zweischraubenflansch von 1899.
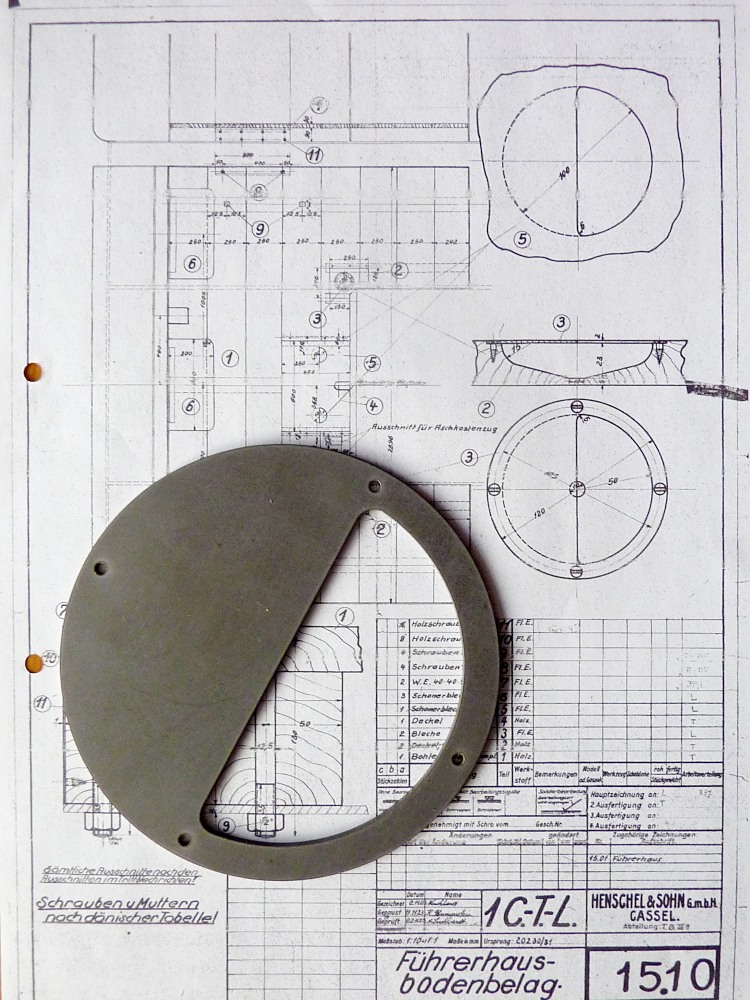
21. Januar 2025: Griff für herausnehmbare Fußbodenteile RUR
Glücklicherweise haben wir in einem dänischen Archiv (darauf muss man auch kommen bzw. später mal im VDMT-Archiv die URL finden) zufälligerweise eine Henschel-Werkzeichung für einen Führerhaus-Bodenbelag gefunden. Die Konstruktion der Griffe haben wir übernommen und die - sehr sauber ausgeführten - Zuschnitte sind jetzt eingetroffen.
20. Januar 2025: Abschluss mechanische Bearbeitung Fahrgestell KKB 141
Das Nietmotiv zeigt den Abschluss der Nietarbeiten, 85 neue Niete wurden insgesamt eingenietet. Die mechanische Bearbeitung des Fahrgestells ist dann soweit abgeschlossen, ab heute beginnen die Lackiervorbereitungen.

19. Januar 2025: Türen Hundeabteil PwPost BK 38
Auch die Klappentüren am Hundeabteil in unserem Bielefelder PwPost sind im Rohzustand fertig in die Rahmen eingepasst und funktionieren.



18. Januar 2025: Mustertür Postabteil BK 38
In unseren Bielefelder PwPost ist die Mustertür des Postabteils eingebaut. Die Tür im Rohbau:

Beschläge, Schlosskasten mit Schrägstulp:


Nach zahlreichen Änderungen und Extraarbeiten bei den Beschlägen funktioniert auch alles.



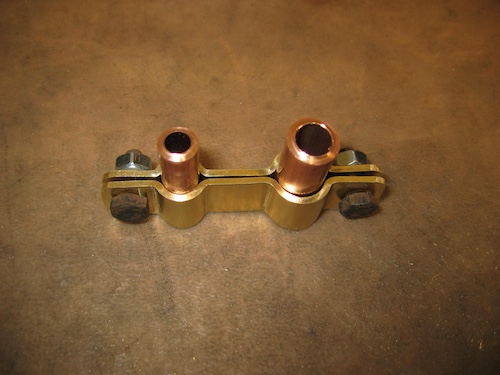
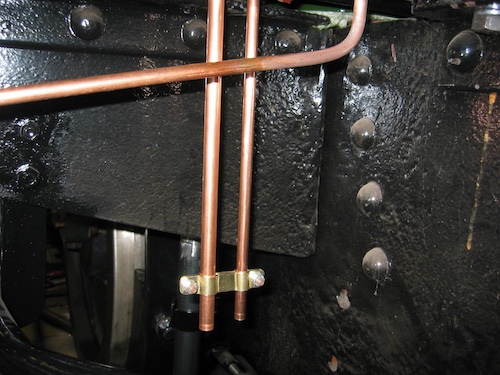
16. Januar 2025: Entwässerungsleitungen Wasserstände RUR
Nach der Urlaubszeit ging es diese Woche weiter mit der Rur. Für die Wasserstände wurde die Entwässerungsleitungen gebogen und die Überwurfverschraubung mit den Kupferrohren verlötet. Zur Montage wurden dann noch zwei Rohrschellen und eine Halterung angefertigt.



6. Januar 2025: Aufbau VDMT Dokumentenarchiv (1)
Wer ein historisches Eisenbahnfahrzeug fachgerecht aufarbeiten will oder eine Museumsbahn historisch authentisch betreiben möchte, muss wissen, wie unsere Väter und Vorväter diese Fahrzeuge und Infrastruktur technisch betreut und betrieben haben. Zeitzeugen, die hierüber berichten können, werden leider immer weniger. Umso wichtiger werden deshalb schriftliche Quellen wie Pläne, Zeichnungen, Dienstvorschriften, Gebrauchs- und Wartungsanleitungen, Instandhaltungsanweisungen, Fortbildungsliteratur oder Lehrbücher. Vieles schlummert in Archiven, Museen und privaten Sammlungen; einiges ist schon digitalisiert. Doch die Suche ist mühsam - auch Suchmaschinen im Internet helfen oft nicht weiter. Und wenn ein Schatz gefunden ist - ein Speichern von Links auf dem privaten Rechner und das Versenden per Mail an bekannte Eisenbahnfreunde ist sicherlich nicht effektiv. Auch die Mitstreiter von Kleinbaan haben auf der Suche nach Unterlagen für unsere Fahrzeuge schon etliche Tage für Recherchen am Rechner oder vor Ort in Archiven "verbraten"....
Museumsbahn leben von der gegenseitigen Hilfe. Deshalb hat Kleinbaan seit Anfang 2023 in einem VDMT-Fachausschuss "Dokumentenarchiv" aktiv mitgearbeitet. Für die Verschlagwortung der Dokumente haben wir im Fachausschuss eine Richtlinie erstellt und Normdateien hinterlegt. Hierbei bedienen wir uns der „Sprache der Eisenbahner“ und verwenden die Begrifflichkeit früherer Dienstvorschriften der Bahn. Parallel dazu haben wir eine Bibliotheks-Software zur Erfassung und zur Suche der Dokumente ausgewählt und aufgesetzt. Nach einem Jahr intensiver Arbeit geht jetzt die Lösung ins Netz.
An die 3.000 bereits früher beim VDMT gescannte Unterlagen sind jetzt hochzuladen; bereits weitere rund 1.000 zu erfassende Dokumente und Links sind in den letzten 3 Monaten von Eisenbahnfreunden schon dazugekommen! Das wird noch etliche Abende mit der Erfassung, Verschlagwortung und Eingabe füllen.

Wer schon mal reinschauen will: Dokumentenarchiv
3. Januar 2025: Lange Federspannschrauben M.M.E. 4
Die langen Federspannschrauben unserer Mudauer Lok wurden ebenfalls neu gefertigt: Abdrehen der Schäfte der Brennteile, auf Maß fräsen der Köpfe, ausbohren und aufreiben der Augen...


... und fertig zum Ausbuchsen. Zum Vergleich darüber zwei der „besseren“ alten Spannschrauben.

31. Dezember 2024: Planung Kleinbaan für das Jahr 2025
Was steht beim nächsten Jahr bei Kleinbaan B.V. an?
Im Mittelpunkt steht die Inbetriebnahme unserer Lok RUR. Für 2025 sind Fahrten bei der Selfkantbahn und der Sauerländer Kleinbahn geplant. Die Termine für die ersten öffentlichen Fahrten werden wir im Frühjahr nach Abschluß der Untersuchung und erfolgreichen Probefahrten veröffentlichen.
Bis Ende 2025 wird in Žamberk das Fahrwerk der E.K.B. 14g mit Stangen, Steuerung und Bremsgestänge fahrfertig hergerichtet. Parallel arbeiten wir die letzten Armaturen und Kleinteile auf, sodaß wir in 2026 mit der Endmontage der Lok inklusive Neufertigung Führerhaus-Oberteil und der Kesselverkleidung starten können.
In Mönchengladbach wird von der M.M.E. 4 die kupferne Feuerkiste repariert und die Lok wieder auf die Radsätze gesetzt. Wir haben es bei EWK aufgegeben, Prognosen zum Fertigstellungstermin abzugeben. Die Lok wird sicher perfekt - aber ob sie noch 2025 oder erst 2026 fährt ist momentan nicht absehbar.
Mit Sicherheit wird hingegen im 1. Halbjahr 2025 unser PwPost BK 38 fertig, ebenso der G-Wagen KKB 141.
Darüber hinaus sind der G-Wagen GbKB 537 und der O-Wagen KKB 54 in Arbeit. Auch die Restarbeiten am Personenwagen StMB 13 sind eigentlich überschaubar. Mindestens einer der Wagen wird in 2025 fertig. Nebenbei als "Hobby im Hobby" laufen die Arbeiten an unserer Motordraisine Klv 09-0002 weiter. Auch hoffen wir, in 2025 von Fortschritten bei der Planung unserer Museumshalle berichten zu können.
Ein frohes Neues Jahr / Gelukkig Nieuwjaar!
Das Team von Kleinbaan.