
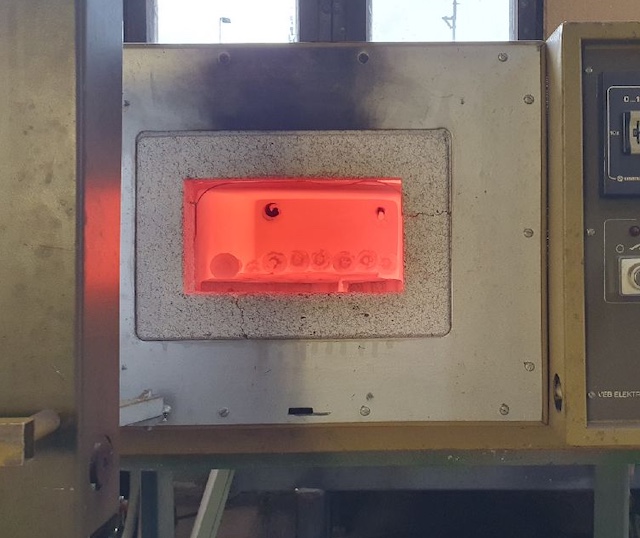
24. Januar 2025: Durchführungen Fußboden RUR für Sandfallrohre
Da Sandfallrohre müssen zum Einbau der Fußbodens noch geteilt werden, weil sonst die Rohre im Betrieb nicht mehr z.B. zum Öffnen der Rauchkammertüre leicht ein-und und ausgehängt werden können. An Reststücken der verwendeten Stahlrohre haben wir Aufwalzversuche zur praktischen Klärung der geeigneten Durchmesserpaarung der Steckverbindung gemacht.


Mit diesem Input haben wir dann die 4 Verbindungsstücke zur Befestigung der unteren Sandrohrhälften am Holzboden sowie zum Einstecken der oberen Rohrhälften angefertigt.

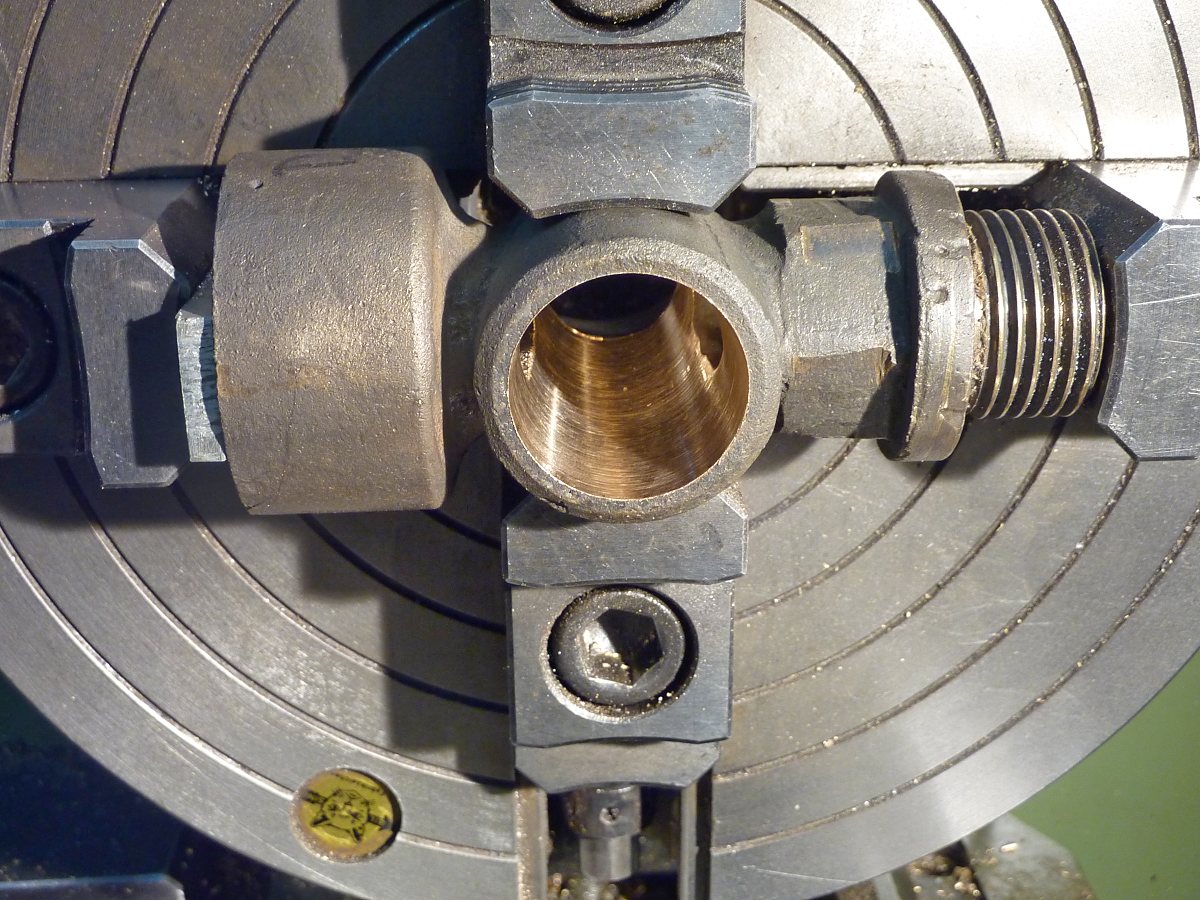
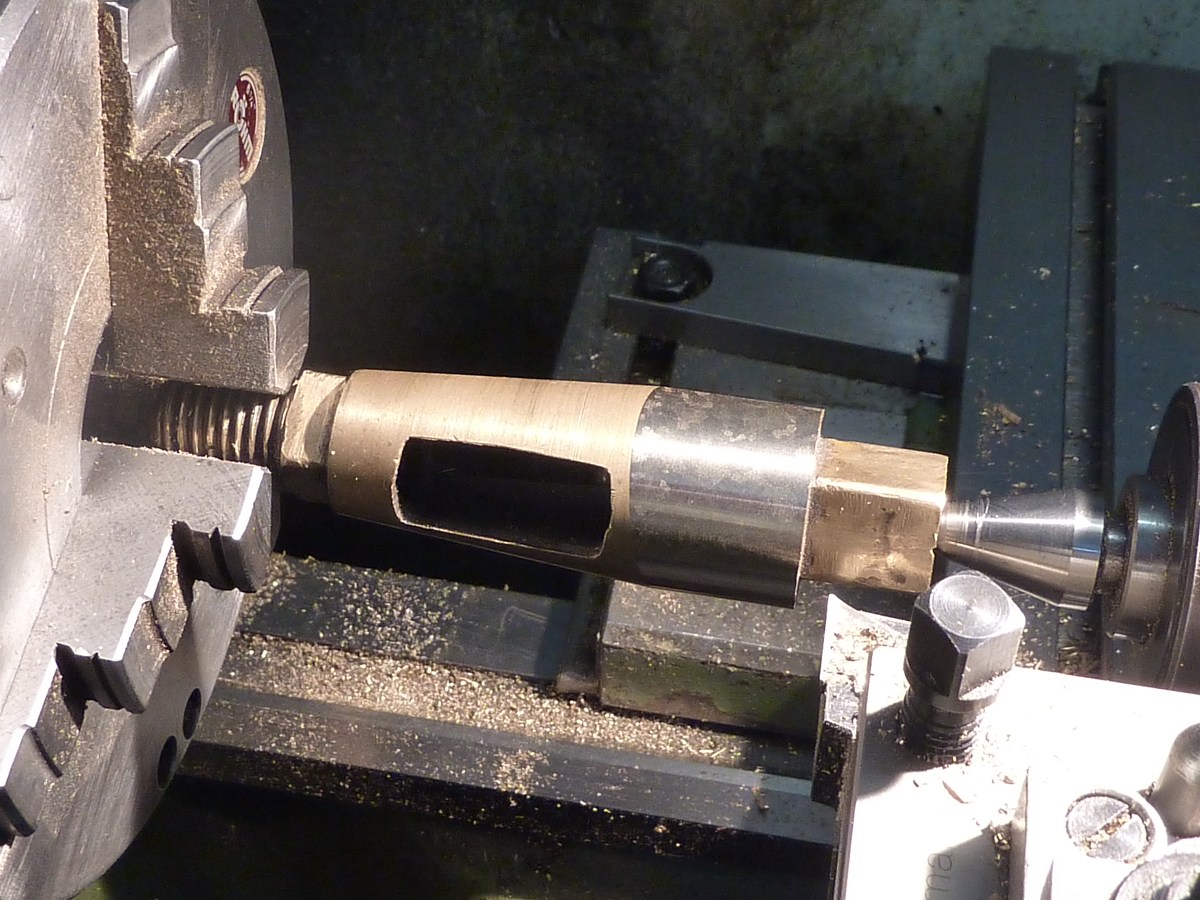
23. Januar 2025: Bundbuchsen und Überwurfmutern für die RUR
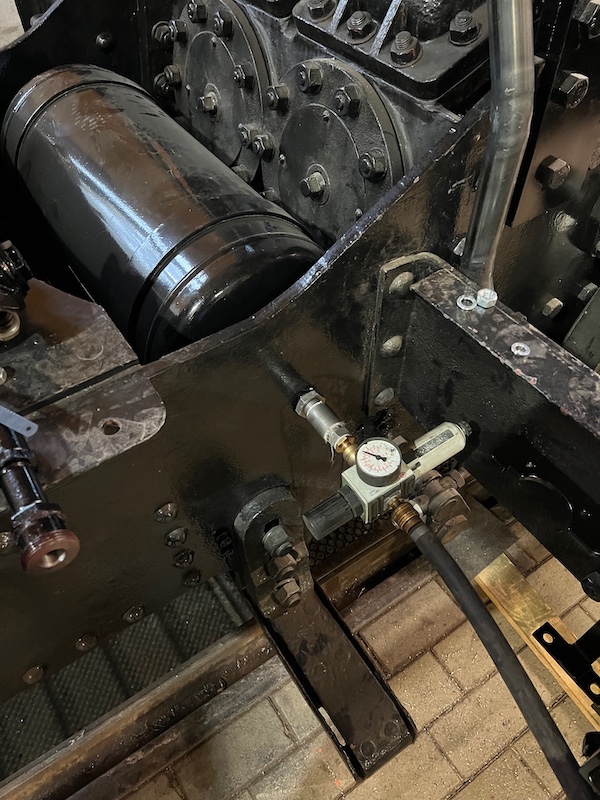
An der Luftpumpe der RUR ist an der Frischdampfleitung ein Entwässerungshahn sowie am Dampfzylinder ein selbsttätiges Entwässerungsventil montiert. Für beide mussten noch Bundbuchsen zur Montage der Entwässerungsleitungen und die dazugehörenden Überwurfmuttern gefertigt werden. Sechskant-Material in passender Schlüsselweite war nicht vorrätig, also musste zur Selbsthilfe gegriffen werden:



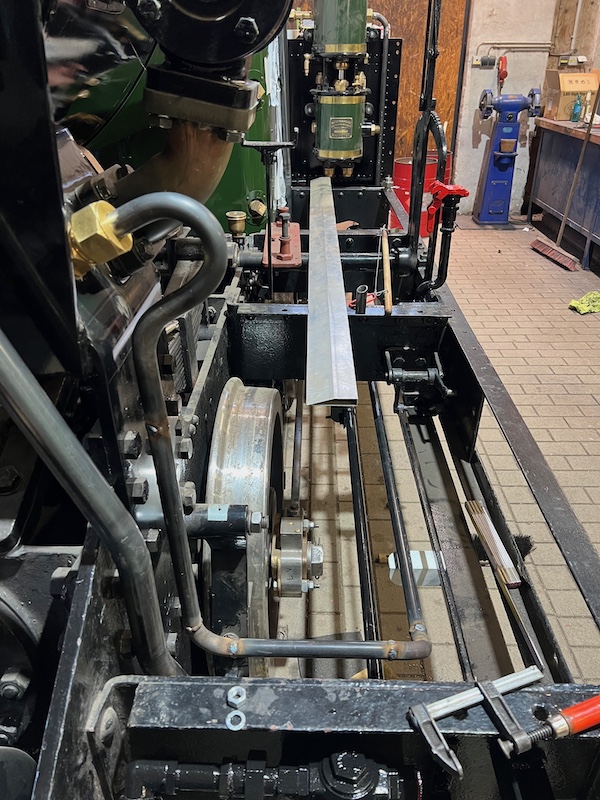
22. Januar 2025: Frischdampfleitung RUR (3)
Das Einströmrohr an der RUR nimmt langsam Gestalt an:

Es erwies sich als praktisch, dass im Sauerland Schnee gefallen war - das Rohr ließ sich sehr gut darin abkühlen :-)

Erste Anprobe:

Als nächster Schritt wurde bereits am dampfdomseitigen Ende die Linsenbundbuchse angelötet; weiter geht es nun am zylinderseitigen Ende mit dem Aufweiten und Einwalzen des Rohrs in den originalen, noch verwendbaren Zweischraubenflansch von 1899.
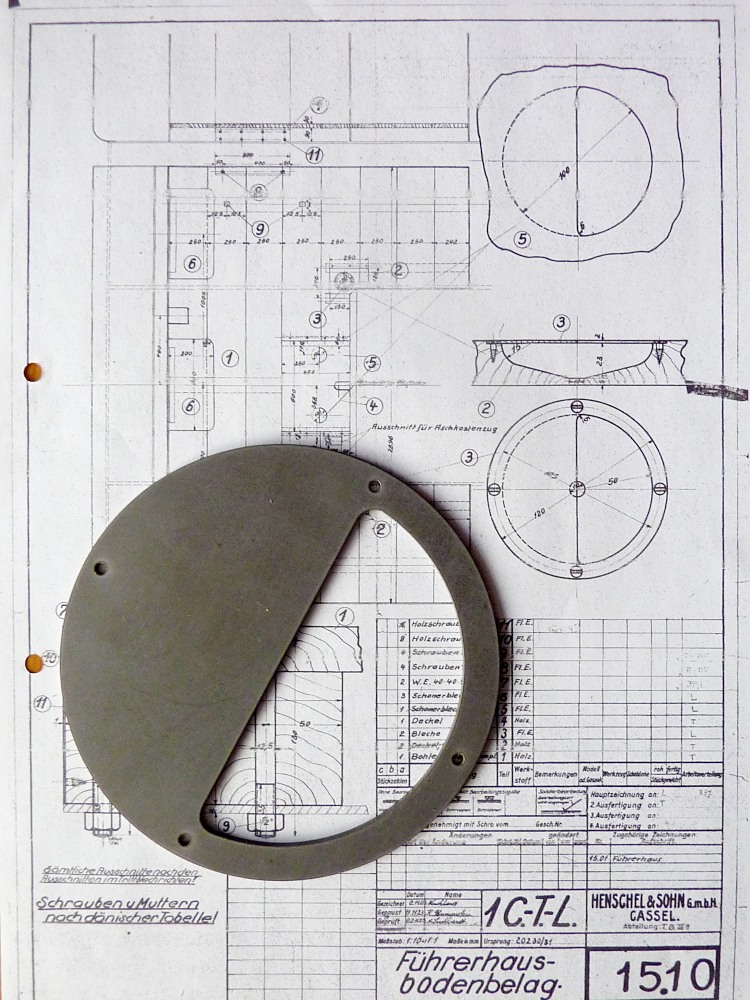
21. Januar 2025: Griff für herausnehmbare Fußbodenteile RUR
Glücklicherweise haben wir in einem dänischen Archiv (darauf muss man auch kommen bzw. später mal im VDMT-Archiv die URL finden) zufälligerweise eine Henschel-Werkzeichung für einen Führerhaus-Bodenbelag gefunden. Die Konstruktion der Griffe haben wir übernommen und die - sehr sauber ausgeführten - Zuschnitte sind jetzt eingetroffen.
20. Januar 2025: Abschluss mechanische Bearbeitung Fahrgestell KKB 141
Das Nietmotiv zeigt den Abschluss der Nietarbeiten, 85 neue Niete wurden insgesamt eingenietet. Die mechanische Bearbeitung des Fahrgestells ist dann soweit abgeschlossen, ab heute beginnen die Lackiervorbereitungen.

19. Januar 2025: Türen Hundeabteil PwPost BK 38
Auch die Klappentüren am Hundeabteil in unserem Bielefelder PwPost sind im Rohzustand fertig in die Rahmen eingepasst und funktionieren.



18. Januar 2025: Mustertür Postabteil BK 38
In unseren Bielefelder PwPost ist die Mustertür des Postabteils eingebaut. Die Tür im Rohbau:

Beschläge, Schlosskasten mit Schrägstulp:


Nach zahlreichen Änderungen und Extraarbeiten bei den Beschlägen funktioniert auch alles.



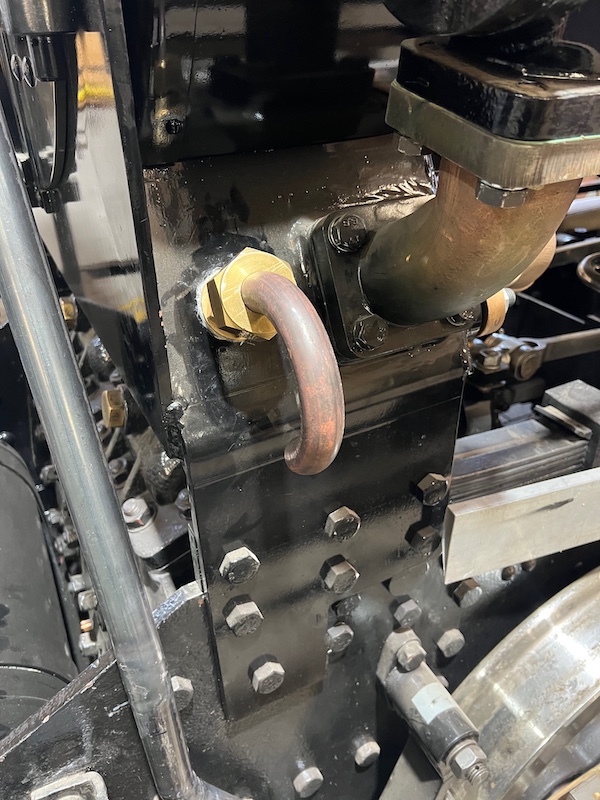
16. Januar 2025: Entwässerungsleitungen Wasserstände RUR
Nach der Urlaubszeit ging es diese Woche weiter mit der Rur. Für die Wasserstände wurde die Entwässerungsleitungen gebogen und die Überwurfverschraubung mit den Kupferrohren verlötet. Zur Montage wurden dann noch zwei Rohrschellen und eine Halterung angefertigt.



6. Januar 2025: Aufbau VDMT Dokumentenarchiv (1)
Wer ein historisches Eisenbahnfahrzeug fachgerecht aufarbeiten will oder eine Museumsbahn historisch authentisch betreiben möchte, muss wissen, wie unsere Väter und Vorväter diese Fahrzeuge und Infrastruktur technisch betreut und betrieben haben. Zeitzeugen, die hierüber berichten können, werden leider immer weniger. Umso wichtiger werden deshalb schriftliche Quellen wie Pläne, Zeichnungen, Dienstvorschriften, Gebrauchs- und Wartungsanleitungen, Instandhaltungsanweisungen, Fortbildungsliteratur oder Lehrbücher. Vieles schlummert in Archiven, Museen und privaten Sammlungen; einiges ist schon digitalisiert. Doch die Suche ist mühsam - auch Suchmaschinen im Internet helfen oft nicht weiter. Und wenn ein Schatz gefunden ist - ein Speichern von Links auf dem privaten Rechner und das Versenden per Mail an bekannte Eisenbahnfreunde ist sicherlich nicht effektiv. Auch die Mitstreiter von Kleinbaan haben auf der Suche nach Unterlagen für unsere Fahrzeuge schon etliche Tage für Recherchen am Rechner oder vor Ort in Archiven "verbraten"....
Museumsbahn leben von der gegenseitigen Hilfe. Deshalb hat Kleinbaan seit Anfang 2023 in einem VDMT-Fachausschuss "Dokumentenarchiv" aktiv mitgearbeitet. Für die Verschlagwortung der Dokumente haben wir im Fachausschuss eine Richtlinie erstellt und Normdateien hinterlegt. Hierbei bedienen wir uns der „Sprache der Eisenbahner“ und verwenden die Begrifflichkeit früherer Dienstvorschriften der Bahn. Parallel dazu haben wir eine Bibliotheks-Software zur Erfassung und zur Suche der Dokumente ausgewählt und aufgesetzt. Nach einem Jahr intensiver Arbeit geht jetzt die Lösung ins Netz.
An die 3.000 bereits früher beim VDMT gescannte Unterlagen sind jetzt hochzuladen; bereits weitere rund 1.000 zu erfassende Dokumente und Links sind in den letzten 3 Monaten von Eisenbahnfreunden schon dazugekommen! Das wird noch etliche Abende mit der Erfassung, Verschlagwortung und Eingabe füllen.

Wer schon mal reinschauen will: Dokumentenarchiv
3. Januar 2025: Lange Federspannschrauben M.M.E. 4
Die langen Federspannschrauben unserer Mudauer Lok wurden ebenfalls neu gefertigt: Abdrehen der Schäfte der Brennteile, auf Maß fräsen der Köpfe, ausbohren und aufreiben der Augen...


... und fertig zum Ausbuchsen. Zum Vergleich darüber zwei der „besseren“ alten Spannschrauben.

31. Dezember 2024: Planung Kleinbaan für das Jahr 2025
Was steht beim nächsten Jahr bei Kleinbaan B.V. an?
Im Mittelpunkt steht die Inbetriebnahme unserer Lok RUR. Für 2025 sind Fahrten bei der Selfkantbahn und der Sauerländer Kleinbahn geplant. Die Termine für die ersten öffentlichen Fahrten werden wir im Frühjahr nach Abschluß der Untersuchung und erfolgreichen Probefahrten veröffentlichen.
Bis Ende 2025 wird in Žamberk das Fahrwerk der E.K.B. 14g mit Stangen, Steuerung und Bremsgestänge fahrfertig hergerichtet. Parallel arbeiten wir die letzten Armaturen und Kleinteile auf, sodaß wir in 2026 mit der Endmontage der Lok inklusive Neufertigung Führerhaus-Oberteil und der Kesselverkleidung starten können.
In Mönchengladbach wird von der M.M.E. 4 die kupferne Feuerkiste repariert und die Lok wieder auf die Radsätze gesetzt. Wir haben es bei EWK aufgegeben, Prognosen zum Fertigstellungstermin abzugeben. Die Lok wird sicher perfekt - aber ob sie noch 2025 oder erst 2026 fährt ist momentan nicht absehbar.
Mit Sicherheit wird hingegen im 1. Halbjahr 2025 unser PwPost BK 38 fertig, ebenso der G-Wagen KKB 141.
Darüber hinaus sind der G-Wagen GbKB 537 und der O-Wagen KKB 54 in Arbeit. Auch die Restarbeiten am Personenwagen StMB 13 sind eigentlich überschaubar. Mindestens einer der Wagen wird in 2025 fertig. Nebenbei als "Hobby im Hobby" laufen die Arbeiten an unserer Motordraisine Klv 09-0002 weiter. Auch hoffen wir, in 2025 von Fortschritten bei der Planung unserer Museumshalle berichten zu können.
Ein frohes Neues Jahr / Gelukkig Nieuwjaar!
Das Team von Kleinbaan.
30. Dezember 2024: Abdampfleitung Luftpumpe RUR (3)
Nach Probemontage und Wiederausbau der Abdampfleitung wurde ein Entwässerungstutzen an die Leitung gelötet.

Als nächste Schritt folgte die Dichtigkeitsprüfung der Leitung, um dann die Leitung und angefertigte Halter und Rohrschellen zu grundieren und Schwarz zu lackieren.



29. Dezember 2024: Sandstrahlen und Grundieren Rahmen KKB 141
Beim Sandstrahlen und dem Grundieren des Fahrgestells mit 2K_Epoxy_lichtgrau hat sich mal wieder der Nutzen der Drehvorrichtung Bauart "Zantow" gezeigt. Das Fahrgestell kann immer in eine optimale Strahlposition gedreht werden.



Am 2. Januar geht es weiter - noch sind einige Niete (u.a. Bodenrahmenstützen, Pufferbohlen, Pufferplatten) zu setzen, die Holme des Kastengerippes auf Länge zu schneiden (Gehrungen sind alle schon angearbeitet) und die Zug- und Stossvorrichtungen zu komplettieren. Nach dem Füllern und abschliessenden Lackieren wird das Fahrgestell auf die Achsen und zum Tischler geliefert. Sämtliche Bohrungen und Aussparungen für die Bremse sind am Fahrgestell eingebracht und das vorgefertigte Bremsgestänge wird dann in den Räumlichkeiten der Tischlerei montiert. Geyer.
28. Dezember 2024: Nietarbeiten KKB 141
Neben den neuen Federböcken erhält der KKB auch neue Kopfstücke, Achsgabeln und einzelne neue Kastenstützen.



Dann geht es ans Nieten. Der Ofen für die Niete....
Das benötige Werkheug: Nietlochreibahle; pneumatischer Niethammer, Gegenhalter, diverse Hämmer....

Die eingenieteten Achsgabeln.

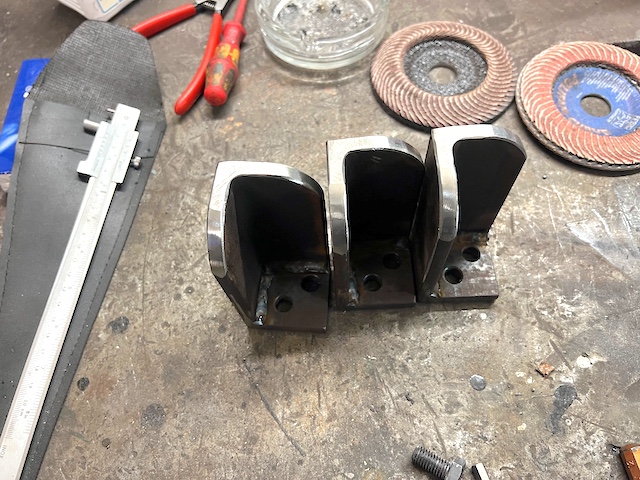
27. Dezember 2024: Federböcke G-Wagen KKB 141
Der G-Wagen KKB 141 erhält bei der Aufarbeitung neue Federböcke. Bei den ausgeschnittenen neuen Böcken werden die Bohrungen eingebracht und das Lagerauge aufgebohrt und zusätzlich auf Maß aufgerieben.



Die fertigen Böcke warten auf den Einbau:

24. Dezember 2024: Leiheinsatz GbKB 1050 für den Weihnachtsmann
Eine außergewöhnlich Anfrage hatte uns am Sonntag erreicht: Weil DB Cargo einen Transport kurzfristig abgesagt hatte, hatte der Weihnachtsmann ein kleines Logistikproblem. Da haben wir natürlich gerne ausgeholfen und unsere Güterwagen zur Verfügung gestellt, damit die kleinen und großen Eisenbahnfreunde ihre Geschenke auch noch zum Fest bekommen. Hier ein Bild vom Beladen des GbKB 1050. Leider gibt es für uns ein strenges Aufnahmeverbot vom Einsatz der Wagen hinter RUDOLF IV und vom Umladen des Güterzugs auf den Rentier-Schlitten; genaue Strecke und die Fahrzeiten sind unter Verschluß. Aber vielleicht sichtet ja heute Nacht noch ein Leser den Zug im Mondlicht.....

Wir wünschen allen unseren Freunden ein frohes Weihnachtsfest!
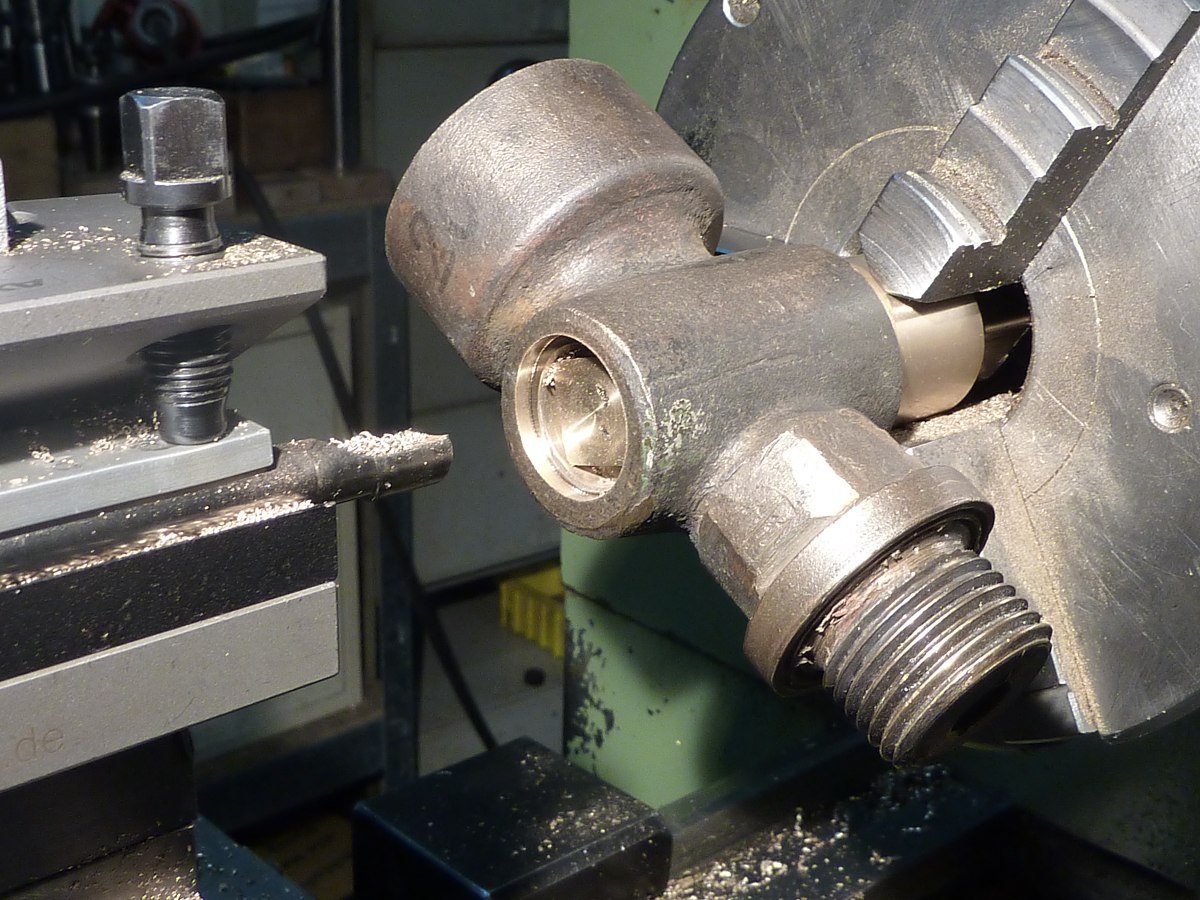
22. Dezember 2024: Dampfpfeifenhahn
In einer kleinen Schäfer-Kiste lag bei Thomas auf seiner Werkbank schon lange ein aufarbeitungsbedürftiger Dampfpfeifenhahn. Zuerst musste die massiv verschlissene und aus der Form geratene kegelige Bohrung ausgedreht werden. Die meiste Zeit beanspruchte mal wieder das genaue Ausrichten des Hahngehäuses auf der Planscheibe - das Ausdrehen selber war schnell erledigt.
Auf der "dünnen" Seite der Kegelbohrung war ein zylindrischer Absatz neu anzubringen, da die Bohrung bereits derart verschlissen war, dass vom ursprünglichen Absatz nur noch Spuren zu sehen waren. Zum Spannen des Gehäuses wurde kurzerhand ein altes Hahnküken aus der Restekiste verwertet:
Hier sitzt das Gehäuse auf dem Spanndorn, der Absatz ist bereits eingebracht.
Natürlich musste auch noch ein neues (Übermaß)-Hahnküken angefertigt werden:



Anschließend wurde noch der 1:6-Kegel auf der Drehmaschine angedreht und das Küken eingeschliffen. Im nächsten Schritt werden noch eine Hahnscheibe sowie ein Hahngriff angefertigt. Damit wäre der Pfeifenhahn dann bald wieder komplett.
21. Dezember 2024: Strahlpumpen SH 2
Die originalen Strahlpumpen unseerr Lok 2 (stehende, saugende Injektioren von Alex Friedmann in der Größe 7) sind fertig aufgearbeitet.


In der 1970er-Jahren taten sie Dienst auf einer Dampflokomotive der Selfkantbahn.
20. Dezember 2024: Abdampfleitung Luftpumpe RUR (2)
Diese Woche ging es weiter mit der Halterung der Abdampfleitung. Die bereits in der Vorwoche gebohrten Flacheisen wurden mit drei Stücken Winkelprofil verschweißt und anschließend alles sauber geschliffen und grundiert.
Danach ging es mit der Leitung selber weiter - also die Rohrstücke auf der richtigen Länge abschneiden, die Rohre passend biegen und miteinader verschweißen. Und zum Schluß die beiden Anschlüsse an die Leitung anlöten.

Die Abdampfleitung ist soweit fertig und schon mal zur Probe montiert. Es muss jetzt noch die Entwässerung angebracht werden und anschließend die Leitung auf Dichtigkeit überprüft werden.

18. Dezember 2024: Schaugläser für DeLimon-Dampfsichtöler
Vorgestern ist ein Paket mit sehr sorgfältig verpackten neuen Schaugläsern für DeLimon-Dampfsichtöler eingetroffen. Die ersten vier Gläser werden für die beiden in Aufarbeitung befindlichen Dampföler der E.K.B. 14g und der FKB 5i benötigt..


Übrigens: dies ist der 500ste Tagebuchbeitrag zur Aufarbeitung der Dampflok RUR.
17. Dezember 2024: Feuerkiste M.M.E. 4 (2)
Die Feuerbüchse unserer Borsig-Lok ist mittlerweile angearbeitet. Die Grobmaße für die anzufertigenden Kümpelteile sind ermittelt und bei einem spezialisten Kümpelteilfertiger angefragt. Hier liegen auf einer Palette die Teile der zerlegten Original-Feuerkiste.

16. Dezember 2024: Abdampfleitung Luftpumpe RUR (1)
Wir haben einen Plan gemacht, wie die Abdampfleitung der Luftpumpe verlaufen soll. Am Rahmensattel ist der erste Rohrbogen zur Probe montiert.
15. Dezember 2024: Verrohrung Druckluftbremse RUR (5)
Nach dem Anbau des Ablasshahns am letzten Behälter wurden die Behälter mit Luft gefüllt und die Verbindungsstellen auf Dichtigkeit geprüft. Alles in Ordnung!
Nach dem Wiederanbau der restlichen Verrohrung wurden noch die Notbremsklappe und die Griffe der Absperrhähne das erste Mal mit rot überlackiert.


13. Dezember 2024: Einhängevorrichtung vordere Sandfallrohre RUR (2)
Zum Annieten der Einhängebeschläge wurde ein Nietkopf-Gegenhalter konzipiert, gebaut und gefertigt. Einerseits muss die Vorrichtung den hohen Druckspitzen der Hammerschläge beim Nietvorgang hinreichend standhalten, andererseits darf dabei das dünnwandige Rohr auch nicht deformiert werden.



Nach mehreren Test-/Probenietungen wurde die jweils benötigte Beschlagposition für ein einwandfreies Ein-/Aushängen der Sandrohre ermittelt. Die beiden vorderen Beschläge beim Nieten und die Rohre eingehängt am Sandbehälter.



12. Dezember 2024: Zylinder-Entwässerungshähne E.K.B. 14g
Als Vorbereitung für den unlängst erfolgten Žamberk-Besuch hatte Thomas noch die Zylinder-Entwässerungshähne fertiggemacht (Bohrungen ausgerieben und neue Küken angefertigt), sodass die tschechischen Kollegen "nur noch" die Hähne montieren und das fehlende Verbindungsgestänge ersetzen müssen:

Es galt außerdem, die finnischen Stempelungen für die Einbaupositionen ins Deutsche zu übersetzen - aus "OE" für "oikea edessä" wurde "RV" für "rechts vorne", aus "WT" für "vasen takana" wurde "LH" für "links hinten" usw.