
Ein neuartiger Repulsions-Booster für Dampflokomotiven?
Nach umfassenden Studien ist nun ein Prototyp eines Nachbrenners für Dampflokomotiven im sauerländischen Hüinghausen ersten Fahrversuchen unterworfen worden. Aufgrund der Strahlwirkung ist dieses Modell momentan nur für Schiebelokomotiven geeignet, die aber angesichts der anspruchsvollen Topographie im Sauerland angemessen sein dürften. Die Brennstoffzerstäubung erfolgt mit Abdampf aus der Heizleitung, Für die Regelung während der Fahrt wird derzeit noch nach einer Lösung gesucht, der Anbau eines Sitzes auf dem Pufferteller für einen menschlichen Regulator wurde bereits verworfen. Erfreuliche Nebenwirkung im Betrieb ist die deutliche Reduktion des Grünbewuchses entlang der Bahnstrecke.
Nein, nicht ganz.
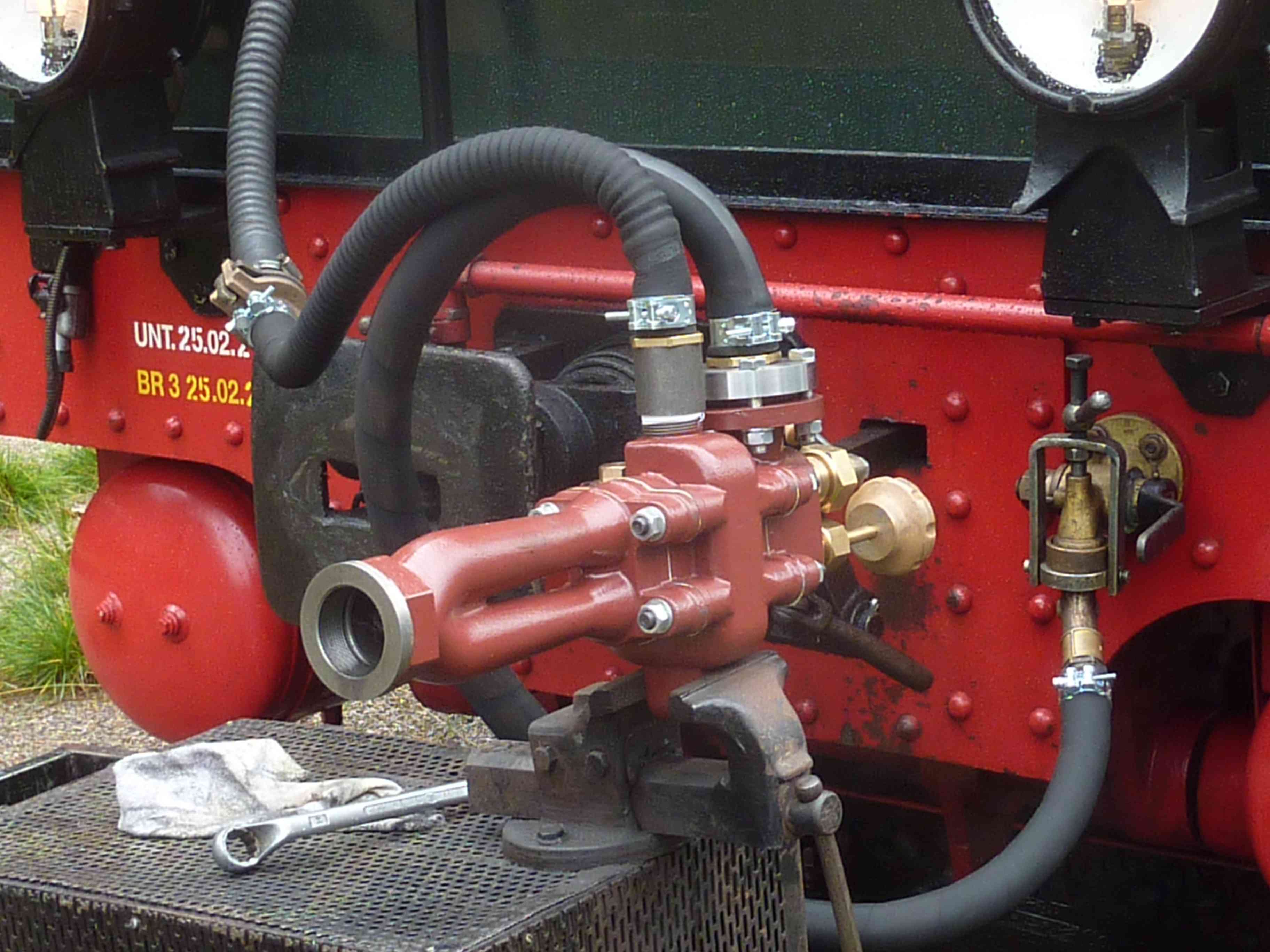
Wie geplant haben wir am Sonntag einen Probelauf mit dem neuen Luftsauger durchgeführt: Mittels zusammengebastelter Schläuche haben wir den Luftsauger einerseits mit der Vakuumleitung, andererseits mit der Dampfheizleitung der Lok verbunden.
Da uns beim ersten Versuch bereits bei 2 bar Dampfdruck der Dampfschlauch vom Schlauchstutzen am Luftsauger abgerutscht war, haben wir die Dampfleitung noch einmal etwas überarbeitet und die Schlauchschellen so weit wie möglich angezogen, sind aber dennoch vorsichtshalber nicht über 3 bar hinausgegangen.
Wir haben folgendes festgestellt:
Der kleine Luftsauger ist mit 3 bar Dampfdruck dazu in der Lage, in der Vakuumleitung des Zuges einen Unterdruck von etwa 30 cm Quecksilbersäule zu erzeugen.
Beim Öffnen des großen Luftsaugers fällt der Heizdampfdruck aufgrund des geringen Querschnittes im Heizungsanstellventil auf 1 bar ab. Mit diesem geringen Druck ist der Luftsauger nicht dazu in der Lage, eine weitergehende Luftverdünnung herzustellen, es ist jedoch bei entkuppelten Vakuumschläuchen mit der Hand fühlbar, dass der Volumenstrom der angesaugten Luft beim Anstellen des großen Luftsaugers zunimmt.
Fazit: Wir sind verhalten optimistisch, dass der Luftsauger bei adäquater Dampfversorgung tut, was er soll. Der Konstrukteur & Macher fährt mit der Bearbeitung der Gehäuseteile und Anstellventile fort und bearbeitet die Düsen soweit, dass eventuell erforderliche Nacharbeiten bzw Änderungen an den Düsenbohrungen noch möglich sind. Den Prototypen werden wir am RUR-Kessel montieren und ihn unter regulärem Dampfdruck prüfen.
